Magnetkern



Ein magnetischer Kern, auch Magnetkern oder nach der historischen Entwicklung auch Eisenkern genannt, ist ein Bauteil, aus dem zusammen mit elektrischen Leitern und mechanischen Teilen ein elektrisches oder elektronisches Bauelement, eine Induktivität, hergestellt werden kann.
Der Magnetkern bildet zusammen mit einem elektrischen Leiter eine Induktivität (Spule, Transformator usw.).
Magnetkerne bestehen aus einem weichmagnetischen Werkstoff mit möglichst hoher magnetischer Sättigungsflussdichte und hoher magnetischer Permeabilität. Dadurch wird der magnetische Fluss, der bei Stromfluss durch den elektrischen Leiter der Spule entsteht, verlustarm gebündelt, geführt und die Induktivität erhöht. Eine hohe Permeabilität erhöht das Magnetfeld einer Induktivität um bis zu fünf Zehnerpotenzen gegenüber einer Induktivität mit Luft als Kern, wodurch die Abmessungen der Induktivität mit einem Magnetkern kleiner als bei einer Luftspule werden können.
Als Werkstoffe für Magnetkerne werden entweder ferromagnetische Metalllegierungen, meist in Form von Blech bzw. Folie (Elektroblech, Metallisches Glas) oder gebundenem Pulver (Pulverkern) eingesetzt oder es werden oxidkeramische ferrimagnetische Werkstoffe (Ferrite) eingesetzt (Ferritkern).
Entscheidend für die Anwendung von Werkstoffen für Magnetkerne sind die bei Wechselstrom auftretenden Verluste. Die sogenannten Eisen- bzw. Kernverlusten haben zwei Komponenten:
- Ein geringer Restmagnetismus ist Voraussetzung für eine verlustarme Ummagnetisierung im Wechselstrombetrieb.
- Die Wirbelstromverluste werden bei Kernen aus Elektroblech-Paketen durch voneinander isolierte Bleche verringert.
Nur bei Gleichstromanwendungen (z.B. Elektromagnet) können ungeblechte (massive) Eisenkerne verwendet werden.
Ferritkerne haben um einige Zehnerpotenzen geringere Wirbelstromverluste als Eisenkerne, da sie als Metalloxide den elektrischen Strom schlecht leiten. Ähnliches gilt auch für Pulverkerne – hier sind Metallpulverteilchen voneinander isoliert.
Magnetkerne aus Blechen werden überwiegend für niederfrequente (Netzfrequenz bis wenige kHz) Anwendungen und große und sehr große Leistungen bis in den Megawattbereich hinein verwendet. Elektroblech-Kerne decken von der eingesetzten Masse her wohl etwa die Hälfte des Marktes an Magnetkernen ab. Sie zeichnen sich aus durch skalierbare Baugrößen, die von kleinen Netztransformatoren in Streichholzschachtelgröße über Transformatoren und Elektromotoren bis hin zu Kraftwerksgeneratoren geht. Nachteilig sind die Wirbelstrom- und Hystereseverluste.
Ferritkerne sind aufgrund entfallender Wirbelstromverluste, einstellbarer Eigenschaften, vielfältiger Bauformen und geringer Kosten von der Quantität her die am häufigsten eingesetzten Magnetkerne für Induktivitäten. Sie werden meist für höhere Frequenzen und Leistungen meist unter etwa 10 kW und somit bevorzugt in elektronischen Geräten eingesetzt. Beispiele sind Stromversorgungen für Notebooks, Tablets, Smartphones und LED-Lampen oder auch Schweißinverter. Der durch den Herstellprozess der Ferritkerne begrenzten maximalen Baugröße begegnet man durch Reihen- bzw. Parallelschaltung.
Pulverkerne werden dann eingesetzt, wenn auf kleinem Bauraum bei hohen Frequenzen viel magnetische Energie gespeichert werden muss – so z.B. für Ringkern-Speicherdrosseln.
Für Spezialanwendungen wie z.B. beim Spaltpolmotor mit Synchronbetrieb finden auch Magnetkerne aus gemischten weich- und hartmagnetischen Materialien Verwendung.
Allgemeine Hinweise
Abgrenzung gegenüber hartmagnetischen Werkstoffen
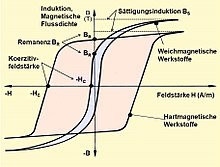
In einem weichmagnetischen Kern aus einem ferro- oder ferrimagnetischen
Material kann eine geringe Feldstärke
 eine große elektromagnetische
Induktion mit einer hohen magnetische
Flussdichte
eine große elektromagnetische
Induktion mit einer hohen magnetische
Flussdichte  (auch Induktion genannt) bewirken. Dieses Verhalten ist eine Materialeigenschaft
und führt zu einer Magnetisierung des Kernmaterials. Auch bei weichmagnetischen
Werkstoffen verbleibt jedoch eine Restmagnetisierung (Remanenz) nach dem
Abschalten des Feldes, die durch eine gegenpolige Feldstärke, die sogenannte Koerzitivfeldstärke,
zurückgesetzt werden kann. Als Grenze zwischen weich- und hartmagnetischen
Materialien wurde eine Koerzitivfeldstärke von 1000 A/m definiert.
(auch Induktion genannt) bewirken. Dieses Verhalten ist eine Materialeigenschaft
und führt zu einer Magnetisierung des Kernmaterials. Auch bei weichmagnetischen
Werkstoffen verbleibt jedoch eine Restmagnetisierung (Remanenz) nach dem
Abschalten des Feldes, die durch eine gegenpolige Feldstärke, die sogenannte Koerzitivfeldstärke,
zurückgesetzt werden kann. Als Grenze zwischen weich- und hartmagnetischen
Materialien wurde eine Koerzitivfeldstärke von 1000 A/m definiert.
Weichmagnetische Werkstoffe können materialabhängig bis zu einer
Sättigungspolarisation  von etwa 2,3 Tesla
(T) magnetisiert werden.
von etwa 2,3 Tesla
(T) magnetisiert werden.
Wichtige Kenngrößen von Magnetkernen
Beim Einsatz von Magnetkernen in Induktivitäten sind neben den mechanischen Abmessungen auch folgende magnetische und elektrische Kenngrößen zu berücksichtigen:
- Magnetische
Flussdichte bei Sättigung bzw. die Sättigungsmagnetisierung
oder auch Sättigungsinduktion
des Materials in Tesla
(T)
- Remanenz
 ,
das ist die Restmagnetisierung, die nach Abschalten des Feldes im Material
verbleibt
,
das ist die Restmagnetisierung, die nach Abschalten des Feldes im Material
verbleibt - Magnetische
Feldstärke
des anliegenden Feldes in A/m
- Koerzitivfeldstärke
 ,
das ist die magnetische Feldstärke, die notwendig ist, um eine Remanenz des
Materials vollständig zu entfernen
,
das ist die magnetische Feldstärke, die notwendig ist, um eine Remanenz des
Materials vollständig zu entfernen - Permeabilität
(magnetische Leitfähigkeit des Kernmaterials), dargestellt als absolute
Permeabilität
 oder durch die Permeabilitätszahl
oder durch die Permeabilitätszahl  (früher relative Permeabilität genannt)
(früher relative Permeabilität genannt) - der spezifische
Widerstand
 des Kernmaterials in
des Kernmaterials in 
- die spezifischen Eisen- oder Kernverluste in W/kg oder W/cm³ für eine oder mehrere Frequenzen.
Alle elektrischen und magnetischen Eigenschaften sind material-, frequenz- und temperaturabhängig, insbesondere bei temperaturbelasteten Pulverkernen auch alterungsabhängig.
Permeabilität und Hysterese
In einem magnetischen Kreis ist der Magnetkern der Leiter des Magnetflusses in Analogie zum metallischen Leiter im elektrischen Stromkreis, wobei die Permeabilität, die magnetische Leitfähigkeit des jeweiligen Materials, das Analogon zum elektrischen Widerstand ist.
Die magnetische
Permeabilität
(auch magnetische Leitfähigkeit) ist eine Materialeigenschaft, die die
Durchlässigkeit des Materials für das magnetische Feld
bestimmt. Anders ausgedrückt: Die Permeabilität bestimmt die Magnetisierung eines
Materials durch ein äußeres Magnetfeld. Die Permeabilität
ergibt sich aus der materialabhängigen Permeabilitätszahl
(früher auch als relative Permeabilität bezeichnet) dividiert durch die magnetische
Permeabilität des Vakuums 

Aufgrund des geringen Zahlenwerts der magnetische Permeabilität des Vakuums,
dargestellt in SI-Einheiten,
unterscheiden sich die Konstanten
und  für ein Material auch durch die typische Größenordnung ihrer Zahlenwerte.
Beispiel: Eisenblech:
für ein Material auch durch die typische Größenordnung ihrer Zahlenwerte.
Beispiel: Eisenblech:  ,
,
 .
.
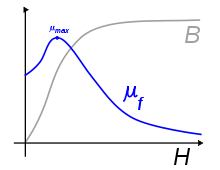 und der Feldstärke
ergibt eine nichtlineare Funktion der Permeabilität
und der Feldstärke
ergibt eine nichtlineare Funktion der Permeabilität  für weichmagnetische Werkstoffes
für weichmagnetische WerkstoffesErmittelt wird die magnetische Permeabilität
aus der Division der Flussdichte
im Magnetkern und der zugehörenden Feldstärke :

Dieser Zusammenhang ist in der Praxis ein komplexer Sachverhalt: Wenn um den
Magnetkern ein äußeres Magnetfeld aufgebaut wird, indem eine umschließende Spule
von einem elektrischen
Strom durchflossen wird, dann wird der Kern zwar magnetisiert, aber der
Verlauf der Magnetisierung ist nur in kleinen Bereichen linear. Dieser Verlauf
der magnetischen Flussdichte bzw. Induktion
bei Änderungen des angelegten Feldes
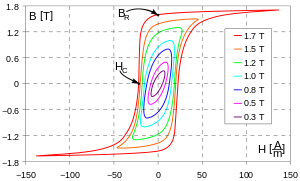
wird in einer Magnetisierungskurve dargestellt. Die Kurve wird bei einem
Ummagnetisierungsvorgang zu einer sogenannten Hystereseschleife.
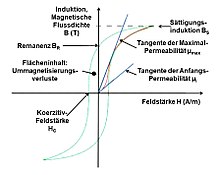
Die Hystereseschleife zeigt, dass die Permeabilität
nicht linear ist. Der Zahlenwert der Permeabilität hängt vom Bezugspunkt auf der
Magnetisierungskurve ab.
Je nach Anwendung werden verschiedene Definitionen der Permeabilität benutzt.
Für technische Anwendungen ist sie in der Norm mit unterschiedlichen
Bezugspunkten definiert.
Im obigen Bild rechts sind davon zwei Definitionen eingezeichnet, die
Anfangspermeabilität  ,
die sich aus Anfangs-Magnetisierungskurve ergibt und die maximale Permeabilität
,
die sich aus Anfangs-Magnetisierungskurve ergibt und die maximale Permeabilität
 ,
die den Beginn der Sättigung anzeigt. Bis zu diesem Punkt ist die Permeabilität
annähernd linear. Außerhalb dieses Bereiches geht das Material in die Sättigung,
die Permeabilität nimmt stark ab.
,
die den Beginn der Sättigung anzeigt. Bis zu diesem Punkt ist die Permeabilität
annähernd linear. Außerhalb dieses Bereiches geht das Material in die Sättigung,
die Permeabilität nimmt stark ab.
Weichmagnetische Kerne haben materialabhängig Permeabilitätszahlen, die um bis zu 4 bis 5 Zehnerpotenzen größer als die der Luft sind. Dadurch wird der magnetische Fluss in einen kleinen Kernquerschnitt konzentriert und kann dahin geführt werden, wo er wirken soll. Im Allgemeinen wird dadurch eine kleinere Baugröße von Induktivitäten ermöglicht. Bei Transformatoren wird außerdem eine kleinere Windungszahl der Primärspule möglich.
Hystereseschleifen – Form und Anwendung
Mit der Form von Hystereseschleifen werden bestimmte Anwendungen ermöglicht:
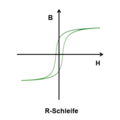 |
Runde Hysterese-R-Schleifen entstehen, wenn im Material keine
magnetische Vorzugsrichtung dominiert. Charakteristisch ist ein Verhältnis
von Remanenz- zu Sättigungsinduktion von  .
R-Schleifen werden bei bipolarer Aussteuerung mit höchster Permeabilität
benötigt, beispielsweise in Stromwandlern für Fehlerstrom-Schutzschalter,
ISDN-Übertragern oder stromkompensierten
Funkentstördrosseln. .
R-Schleifen werden bei bipolarer Aussteuerung mit höchster Permeabilität
benötigt, beispielsweise in Stromwandlern für Fehlerstrom-Schutzschalter,
ISDN-Übertragern oder stromkompensierten
Funkentstördrosseln. |
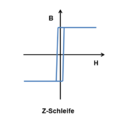 |
Rechteckige Hysterese-Z-Schleifen besitzen ein Remanenzverhältnis von
 .
Die Anfangspermeabilität ist niedrig und die Maximalpermeabilität hoch.
Z-Schleifen werden benötigt, wenn eine kleine Feldstärkeänderung eine
sprunghafte Induktions- bzw. Impedanzänderung zur Folge haben soll.
Beispiele sind Schaltkerne, Transduktordrosseln, hochpermeable bipolar
ausgesteuerte Wandler und Transformatoren sowie Warensicherungsetiketten. .
Die Anfangspermeabilität ist niedrig und die Maximalpermeabilität hoch.
Z-Schleifen werden benötigt, wenn eine kleine Feldstärkeänderung eine
sprunghafte Induktions- bzw. Impedanzänderung zur Folge haben soll.
Beispiele sind Schaltkerne, Transduktordrosseln, hochpermeable bipolar
ausgesteuerte Wandler und Transformatoren sowie Warensicherungsetiketten.
|
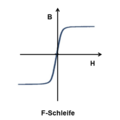 |
Flache Hysterese-F-Schleifen besitzen einen Zentralbereich konstanter Steigung mit niedriger Remanenz und nahezu konstantem Permeabilitätsniveau. F-Schleifen werden für verzerrungsarme Signal-Übertragungen oder erhöhte Gleichstromtoleranz benötigt, beispielsweise in Speicherdrosseln, stromkompensierten Drosseln, Signalübertragern mit Gleichstromtoleranz, Stromwandlern oder Messwandlern. |
Beeinflussung der magnetischen Eigenschaften durch Wärmebehandlung
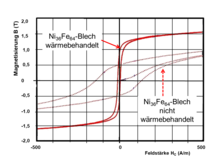
Magnetkerne, die aus lamellierten Blechpaketen weichmagnetischer Legierungen bestehen, bedürfen meist einer speziellen Nachbehandlung zur Erzielung gewünschter magnetischer Eigenschaften, die sich z.B. in der Form der Hystereseschleife ausdrücken. Bis auf wenige Ausnahmen müssen diese Bleche einer Wärmebehandlung unterzogen werden, denn diese Werkstoffe werden in der Regel unter Vakuum erschmolzen und danach meist unkontrolliert abgekühlt. Dadurch hat das Material zunächst relativ undefinierte magnetische Eigenschaften. Auch können sich bei der Weiterverarbeitung der Bleche durch Stanzen, Schneiden oder Verformen die magnetischen Eigenschaften ändern.
Durch eine Wärmebehandlung können die gewünschten magnetischen Eigenschaften des Materials eingestellt werden. Diese als Glühen bzw. Schlussglühen bezeichnete Wärmebehandlung wird bei einer legierungsspezifischen Temperatur im Erweichungs- und Rekristallisationsbereich des Metalls, die zwischen 800 °C und 1200 °C liegt, durchgeführt. Je nach Legierung und Anwendung des Werkstoffes kann das Schlussglühen auch unter Vakuum oder Schutzgas durchgeführt werden. Durch das „magnetische Schlussglühen“ werden gezielt die mechanischen bzw. magnetischen Eigenschaften so verändert, dass einerseits mechanische Verspannungen und Strukturveränderungen ausgeheilt werden und andererseits ein definierter magnetischer „Grundzustand“ herbeigeführt wird. Diese Schlussglühung kann entweder schon beim Hersteller des Werkstoffes oder aber beim Anwender durchgeführt werden.
Pulverkerne und Ferritkerne werden bereits beim Hersteller mit den gewünschten und spezifizierten Eigenschaften versehen und brauchen deshalb beim Anwender nicht nachbehandelt zu werden.
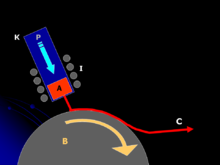
Grenze der Magnetisierbarkeit, Sättigungsinduktion
Bei ferromagnetischen Werkstoffen gibt es einen materialspezifischen
Höchstwert der Magnetisierung, die Sättigungsinduktion
,
Sättigungsmagnetisierung oder Sättigungspolarisation genannt wird und durch
Erhöhen der äußeren magnetischen Feldstärke nicht vergrößert werden kann.
Der Grund für die magnetische Sättigung ist, dass die weissschen Bezirke des
weichmagnetischen Werkstoffes bei einem bestimmten äußeren Magnetfeld
vollständig ausgerichtet sind. Die Sättigungsinduktion ist verbunden mit der
Abnahme der Permeabilität. Dieses Verhalten hat für Transformatoren oder
Übertrager Auswirkungen auf die sekundäre Kurvenform; sie wird verzerrt, wodurch
Harmonische auftreten, die
zu elektromagnetischen
Störungen führen können. Im Bild rechts sind diese Verzerrungen an der
nicht-sinusförmigen Kurvenform des ausgehenden Signals zu erkennen.
Manchmal kann Kernsättigung hingenommen werden (z.B. Sättigungsdrossel), in speziellen Fällen sind die entstehenden Harmonischen sogar erwünscht und werden benötigt (z.B. Fluxgate-Magnetometer, Warensicherungsetikett). Meist sollte die Sättigung aber möglichst vermieden werden.
Verzerrungen der sekundären Kurvenform lassen sich durch die Verringerung der magnetischen Leitfähigkeit im magnetischen Kreis verhindern. Dies erfolgt meistens mit einer Unterbrechung des magnetischen Kernmaterials durch einen Luftspalt, wodurch die Permeabilität verringert wird.
Scherung, Verminderung der Permeabilität durch einen Luftspalt
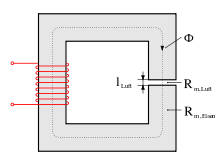
Durch den Magnetkern einer Induktivität fließt ein magnetischer Fluss
 in einem geschlossenen magnetischen
Kreis.
Er ist – analog
zum elektrischen Strom – die Folge der magnetischen
Spannung
in einem geschlossenen magnetischen
Kreis.
Er ist – analog
zum elektrischen Strom – die Folge der magnetischen
Spannung  ,
die proportional zur magnetischen
Feldstärke
ist, und fließt durch einen magnetischen
Widerstand
,
die proportional zur magnetischen
Feldstärke
ist, und fließt durch einen magnetischen
Widerstand  in Analogie zum Ohmschen
Gesetz.
in Analogie zum Ohmschen
Gesetz.
 mit
mit 
wobei  die Länge des magnetischen Kreises und
die Länge des magnetischen Kreises und  die Fläche des Kern-Querschnittes ist.
die Fläche des Kern-Querschnittes ist.
Bis zum Erreichen der Sättigung des Kernwerkstoffes kann angenommen werden,
dass die Permeabilität ,
die die Größe des magnetischen Widerstandes bestimmt, annähernd linear ist und
einen konstanten Wert hat, wodurch der magnetische Kreis mit einem konstanten
magnetischen Widerstand behaftet ist. Beim Erreichen der Sättigung wird die
Permeabilität dann kleiner, der magnetische Widerstand nimmt zu, und auch bei
weiterem Ansteigen des magnetischen Feldes steigt der magnetische Fluss nicht
mehr an. Dies führt beispielsweise zu den oben gezeigten Verzerrungen.
Wird ein zweiter magnetischer Widerstand in Form eines Luftspaltes mit
dem Wert  in den magnetischen Fluss eingeführt, so addieren sich die beiden magnetischen
Widerstände zu einem Gesamtwiderstand
in den magnetischen Fluss eingeführt, so addieren sich die beiden magnetischen
Widerstände zu einem Gesamtwiderstand  ,
und der magnetische Fluss wird bei gleichbleibender Feldstärke reduziert.
,
und der magnetische Fluss wird bei gleichbleibender Feldstärke reduziert.

Ein Luftspalt ist der Abstand
zwischen zwei gegenüberliegenden Flächen
innerhalb des Magnetkerns, der den magnetischen Fluss führt. Er kann bewusst und
gewollt eingeführt sein, um beispielsweise bei Schaltreglern
oder Sperrwandlern höhere
Leistungen übertragen zu können, um die magnetische Sättigung bei
Vormagnetisierung zu vermeiden, oder er ist notwendiger Teil der Konstruktion
von rotierenden elektrischen Maschinen.
Die magnetischen Widerstände eines magnetischen Kreises mit einem Luftspalt
lassen sich mit Hilfe der jeweiligen Permeabilität
ermitteln. Dividiert man die Permeabilität des berechneten magnetischen
Gesamtwiderstandes  durch die Permeabilität des Magnetkerns
durch die Permeabilität des Magnetkerns  ,
so ergibt sich der Scherungsfaktor
,
so ergibt sich der Scherungsfaktor
 .
Die Permeabilität
.
Die Permeabilität  wird auch als „gescherte Permeabilität“ bezeichnet.
wird auch als „gescherte Permeabilität“ bezeichnet.
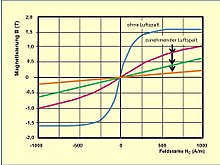
Die „Scherung“ der Permeabilität durch einen Luftspalt bewirkt eine Verminderung der Kern-Permeabilität und führt zu einer Abflachung und Linearisierung der Hysteresekurve ohne die Remanenz oder die Koerzitivkraft zu beeinflussen. Es muss jedoch in Kauf genommen werden, dass der Kern von den Abmessungen her größer dimensioniert werden muss, da der magnetische Fluss bei gleich großer Feldstärke durch die Scherung verkleinert wird.
Im Luftspalt von Speicherdrosseln ist ein wesentlicher Teil der magnetischen Energie gespeichert. Hierfür muss in Kauf genommen werden, dass sich die Induktivität pro Windungszahl (sogenannter Al-Wert) verringert.
Magnetische Werkstoffe aus Pulvermaterialien, Eisenpulver- und Ferritkerne, bestehen aus einzelnen elektrisch voneinander getrennten ferro- oder ferrimagnetischen Elementarmagneten, wodurch diese Werkstoffe einzelne „Luftstrecken“ zwischen den Teilchen besitzen; man spricht hier auch von einem verteilten Luftspalt. Auch hier wird der magnetische Fluss zwischen den magnetischen Teilchen unterbrochen, so dass die wirksame Permeabilität kleiner wird als bei einem Material ohne Luftspalt. Die Größe dieses „verteilten Luftspaltes“ ist abhängig vom Pressdruck, mit dem das Pulver bei der Herstellung gepresst wurde.
Gleichstrom-Vormagnetisierung
Eine Vormagnetisierung eines Magnetkerns besteht dann, wenn betriebsbedingt ein Gleichstrom durch die Spule einer Induktivität hindurchfließt oder dem durch die Spule fließenden Wechselstrom ein Gleichstrom überlagert ist. Die Vormagnetisierung bewirkt einen konstanten magnetischen Fluss im Magnetkern, der den aussteuerbaren Bereich bis zur Sättigung des Werkstoffes reduziert. Die Sättigung des Kernes durch die Vormagnetisierung kann durch einen Luftspalt verhindert werden. Dies gilt sowohl für lamellierte Elektrobleche als auch für Pulver- oder Ferritkerne. Pulverkerne enthalten jedoch bauartbedingt einen sogenannten verteilten Luftspalt, sodass man hier selten zum Mittel eines spaltförmigen Luftspaltes greift. Der Luftspalt führt zu einer Abflachung und Linearisierung der Hysteresekurve und erweitert den aussteuerbaren Bereich bis zum Auftreten der Sättigung.
Da bei Gleichstrom keinerlei Wirbelströme entstehen, können z.B. Polschuhe fremderregter elektrischer Maschinen aus massivem Metall hergestellt werden. Oft werden diese Kerne dennoch aus Elektroblechen gefertigt.
Die Kerne von mit Gleichstrom betriebenen Relais sind ungeblecht, aber auch die Kerne von mit Wechselstrom (Netzfrequenz) betätigten Relais sind oft aus massivem Metall, da hier die Flussdichten gering sind, Die Polschuhe tragen eine Spaltpol-Kurzschlusswindung, um einen Nulldurchgang der Anzugskraft zu vermeiden.
Eisenverluste, Kernverluste
Im Betrieb von Magnetkernen entstehen durch die wechselnde Polarität des Magnetfeldes im Kern Verluste, die Eisenverluste oder Kernverluste genannt werden. Sie sind die Summe aus den Hystereseverlusten, auch Umpolungsverluste genannt, den Wirbelstromverlusten, den Exzess- oder Zusatzverlusten und den Nachwirkungsverlusten.
Die Eisenverluste hängen von Parametern wie Werkstoffeigenschaften, Materialdicke, Frequenz, Temperatur und den lokalen Flussverhältnissen ab. Sie werden in den Datenblättern der Hersteller für Elektrobleche in W/kg Kernmaterial für eine feste Flussdichte, Flussrichtung und Frequenz angegeben. Je nach Eisenqualität und Blechdicke liegen die spezifischen Eisenverluste zwischen 0,8 und 12 W/kg bei einer Flussdichte von 1,5 T und einer Frequenz von 50 Hz.
Für Pulverkerne und Ferritkerne werden die Verluste meist nicht in W/kg, sondern in W/cm³ angegeben. Eine Abschätzung dieser Verluste kann den Tabellen von Veröffentlichungen entnommen werden.
Die Eisenverluste bzw. Kernverluste sind nur der Anteil der Verluste des Magnetkerns einer Induktivität. Zu den Gesamtverlusten einer Induktivität müssen noch die Kupferverluste addiert werden.
Hystereseverluste
Die Magnetisierung eines ferromagnetischen Werkstoffes erfolgt durch paralleles Ausrichten der Elementarmagnete in den weissschen Bezirken abhängig von der anliegenden Feldstärke. Dabei ändern die weissschen Bezirke in ihren Domänen die Richtung ihrer Polarisation und manche gleichgepolte Domänen vergrößern sich auf Kosten benachbarter Domänen. Insgesamt ergibt dies eine Magnetisierung in den Magnetkernen, die ungefähr parallel zum äußeren Feld verläuft.
Da die Magnetkerne vor allem zur Führung von magnetischen Wechselfeldern dienen, erfolgt der Vorgang der Ummagnetisierung bei jedem Durchlauf einer Wechselstromwelle zwei Mal. Dies wird mit einer Hysteresekurve verdeutlicht. Bei diesen Polarisierungen wird Energie verbraucht. Die Verluste entstehen durch die Arbeit, die aufgebracht werden muss, um die Elementarmagnete im Kernmaterial im Rhythmus der Frequenz umzupolen. Diese Verluste, die beim Umpolen in Wärme umgesetzt wird, entsprechen der von der Hysteresekurve eingeschlossenen Fläche und werden deshalb Hystereseverluste genannt. Da die Hystereseverluste bei jedem Durchlauf der Hysteresekurve auftreten sind sie linear frequenzabhängig. Sie nehmen mit der magnetischen Flussdichte quadratisch zu.
Wirbelstromverluste
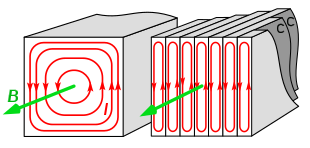
Wirbelstrom nennt man einen Strom, der in einem Magnetkern in einem sich zeitlich ändernden Magnetfeld induziert wird. Wirbelströme erwärmen das Kernmaterial und führen zu Verlusten auch schon bei niedrigen Frequenzen (50/60 Hz). Als Maßnahme gegen die Wirbelstromverluste werden Magnetkerne von Transformatoren und Elektromotoren nicht massiv ausgeführt, sondern lamelliert, „geblecht“. Diese formgestanzten oder geschnittenen Elektrobleche werden mit einem hitzebeständigen und isolierenden Lack beschichtet und parallel orientiert zu den magnetischen Feldlinien zu Blöcken geschichtet oder zu Ringen gerollt. Der magnetische Fluss verteilt sich somit auf einzelne voneinander getrennte Flüsse in den einzelnen Blechen, in denen sich damit nur kleinere Wirbelströme ausbilden können, deren Verlustleistung insgesamt deutlich geringer als in einem vollen Material ist. Die Bleche sind meist dünner als 1 mm. Je dünner das Blech ist, desto geringer sind die Wirbelstromverluste beziehungsweise je höher darf die Betriebsfrequenz sein.
Lamellierte Magnetkerne werden nur im Bereich niedriger Frequenzen von 16 bis 400 Hz, bei Ausgangsübertragern auch im gesamten Niederfrequenzbereich bis 20 kHz eingesetzt. Da die Wirbelstromverluste quadratisch mit der Frequenz ansteigen, begrenzen sie bei ungeeigneten Werkstoffen durch zu hohe Verluste den Frequenzbereich, bis zu dem das Material eingesetzt werden kann. Gewickelte Bandkerne mit Banddicken um 20 µm können jedoch bis 100kHz eingesetzt werden. Bei Frequenzen im Hochfrequenz-Bereich werden für Kerne von Übertragern, Spulen und Drosseln jedoch überwiegend Pulverkerne oder Ferrite eingesetzt. Ferrite haben einen hohen spezifischen elektrischen Widerstand, in Pulverkernen liegen elektrisch voneinander getrennte ferromagnetische Teilchen vor, deren Abmessungen im Mikrometer-Bereich liegen. Es entstehen zwar Wirbelströme, sie sind jedoch von untergeordneter Bedeutung gegenüber den Hystereseverlusten.
Exzess- oder Zusatzverluste
Die Exzess- oder Zusatzverluste werden auf den Energiebedarf zurückgeführt, der bei der Magnetisierung magnetischer Elemente durch die Verschiebung der Bloch-Wände entsteht. Für hohe Induktionen sind sie gegenüber den Hysterese- und Wirbelstromverlusten zu vernachlässigen.
Nachwirkungsverluste
Die Nachwirkungsverluste erfassen das zeitliche Nacheilen der Induktion hinter einer vorangegangenen Feldänderung durch Verzögerungen der Drehprozesse magnetischer Elemente. Für hohe Induktionen sind sie gegenüber den Hysterese- und Wirbelstromverlusten zu vernachlässigen.
Füllgrad
Der Füllgrad eines Magnetkerns ist das Verhältnis des magnetisierbaren
Materials in dem Kern gegenüber einem Kern aus vollem Material. Bei lamellierten
Blechkernen und bei Pulverkernen ist dieses Verhältnis immer < 1. Da die
Flussdichte
mit der Anzahl magnetisierbarer Elementarmagnete zusammenhängt, ist die
Sättigungsflussdichte bei lamellierten Kernen und Pulverkernen immer
entsprechend dem Füllgrad kleiner als bei einem vollen Material.
Magnetostriktion
Magnetostriktion ist die mechanische Deformation magnetischer Materialien infolge eines angelegten magnetischen Feldes. Durch das Drehen der Dipole in den Weissschen Bezirken infolge des angelegten Feldes erfährt der Körper bei konstantem Volumen eine elastische Längenänderung. Üblich sind Werte im Bereich von ca. 1 bis 30 ppm. Magnetostriktion ist bei manchen Anwendungen (z.B. Warensicherungsetikett) erwünscht, meist jedoch, u.a. wegen Geräuschentwicklung, unerwünscht.
Induktivitätsberechnung
Zur Berechnung der Induktivität (Drossel, Filterspule, Transformator) werden die Permeabilität und die geometrischen Kenngrößen des Kernes benötigt, Das ist deswegen und nur dann möglich, weil bzw. wenn die Permeabilitätszahl groß gegenüber Luft ist – nur dann wird der magnetische Fluss weitestgehend im Kern geführt. Hersteller geben zu ihren Ferritkernen oder Pulverkernen dazu folgende Werte an:
- effektive Länge
 des Magnetkreises
des Magnetkreises - effektiver Kernquerschnitt

- Permeabilitätszahl ,
meist für eine konkrete Frequenz und Flussdichte
Das Vorhandensein und die Größe eines Luftspaltes machen die Berechnung komplizierter – die magnetischen Widerstände des Spaltes und des Kernes müssen getrennt berücksichtigt werden. Bei kleinem Luftspalt beträgt dessen effektive Fläche der des Kernes.
Für konkrete Kerne aus Ferrit oder Pulver kann ein sogenannter  -Wert
bestimmt werden oder angegeben sein. Er erleichtert die Induktivitätsberechnung
wesentlich. Der -Wert
wird meist in (nH/N2) (Nanohenry pro Windung zum Quadrat)
angegeben und ist der Kehrwert des magnetischen Widerstands .
-Wert
bestimmt werden oder angegeben sein. Er erleichtert die Induktivitätsberechnung
wesentlich. Der -Wert
wird meist in (nH/N2) (Nanohenry pro Windung zum Quadrat)
angegeben und ist der Kehrwert des magnetischen Widerstands .
Im -Wert
ist die Kerngeometrie und die Permeabilitätszahl berücksichtigt.
Wenn man einen Kern mit bekanntem -Wert
mit  Windungen bewickelt, erhält man eine Spule mit der Induktivität:
Windungen bewickelt, erhält man eine Spule mit der Induktivität:

Dementsprechend kann man auch den -Wert
von unbekannten Kernen oder Kernkonstruktionen bestimmen, indem man die
Induktivität einer Testwicklung aus
Windungen misst:

Bei Eisenkernen ist diese Methode kaum geeignet, da der Wert der Anfangspermeabilität stark vom mittleren Betriebswert abweicht.
Die Berechnung gilt nur, wenn das Kernmaterial in einem linearen Bereich
seiner Kennlinie aus Induktion
und magnetischer Feldstärke
betrieben wird beziehungsweise unterhalb der Sättigungsinduktion bleibt. Es muss
beachtet werden, dass auch dann  und damit der -Wert
frequenz- und flussdichteabhängig ist.
und damit der -Wert
frequenz- und flussdichteabhängig ist.
Luftspalte
verringern den -Wert,
gestatten jedoch eine höhere magnetische
Durchflutung bis zur Kernsättigung.
Kernmaterialien
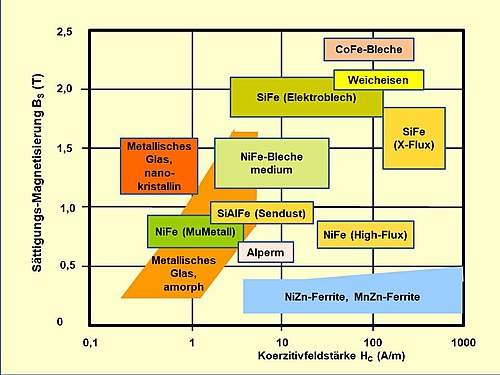
Die wichtigsten kommerziellen weichmagnetischen Kernmaterialien bzw. Werkstoffe sind:
- Vollmaterial
- Eisen, (sogenanntes „Weicheisen“)
- Lamellierte Bleche
- Silizium-Eisen-Legierungen (SiFe), Elektroblech und -band
- Nickel-Eisen-Legierungen (NiFe),(Mu-Metall, Permalloy)
- Cobalt-Eisen-Legierungen (CoFe)
- Aluminium-Eisen-Legierungen (Alperm)
- Amorphes oder nanokristallines metallisches Glas
- Pulverkerne
- Eisenpulverkerne (Carbonyleisen)
- Nickel-Eisen-Pulverkerne (NiFe), (MPP, High-Flux)
- Silicium-Eisen-Pulverkerne (SiFe), (Sendust, Kool Mµ)
- Ferritkerne (Ferroxcube)
- Mangan-Zink-Ferrite (MnZn)
- Nickel-Zink-Ferrite (NiZn)
Übersicht der Materialeigenschaften von Weicheisen und lamellierten Eisenlegierungen
Die folgende Tabelle zeigt eine Übersicht über die Materialeigenschaften von Weicheisen und lamellierten Eisenlegierungen. Die Zahlenwerte sollten mit Vorsicht verwendet werden, da die Permeabilität von ferromagnetischen Materialien stark mit der Feldstärke variiert. Zum Beispiel hat 4 % Si-Stahl eine Permeabilitätszahl von 2000 (nahe 0 T) und ein Maximum von 35.000. Außerdem variieren die Zahlenwerte stark mit der Zusammensetzung der Legierungen sowie der jeweiligen thermischen Nachbehandlung des Werkstoffes.
| Werkstoff | Sättigungs- Induktion BS (T) |
Permeabilität µr, µi |
Curie- Temperatur (°C) |
Spezifischer Widerstand ρ (µΩ·cm) |
Handelsnamen Hersteller |
|---|---|---|---|---|---|
| Eisenkerne, Vollmaterial | |||||
| Weicheisen | < 2,15 | 3.500…12.000 | 770 | 51 | ARMCO-Eisen |
| Lamellierte Metallkerne | |||||
| SiFe-Legierungsblech, Si3…4% |
1,7…2,03 | 7.000…35.000 | 750 | 40…48 | Elektroblech,
Carlite Trafoperm, Vacofer |
| NiFe-Legierungsblech, Ni72…80% |
0,7…0,8 | 50.000…500.000 | 360…430 | 55…60 | Mu-Metall,
Permalloy, Supermalloy, Cryoperm, Ultraperm, Vacoperm, |
| NiFe-Legierungsblech, Ni54…68% |
1,2…1,5 | 50.000…150.000 | 400 | 45 | Permax |
| NiFe-Legierungsblech, Ni36…50% |
1,5…1,6 | 50.000…135.000 | 250…440 | 60 | Permenorm, Megaperm, Ortonol |
| Co-Fe-Legierungsblech Co49% |
≤2,3 | 3.500…18.000 | 800…950 | 15…79 | Vacodur, Vacoflux, Permendur, Fernico |
| AlFe-Legierungsblech Al10…17% |
0,8 | 55.000 | 500 | - | Alperm, Alfenol, Alfer. |
| Amorphes metallisches Glas |
0,41…1,56 | 1.100…1.000.000 | 150…399 | 120…140 | Metglas, Vitrovac |
| Nano-kristallines metallisches Glas |
1,2…1,23 | 10.000…200.000 | 570…600 | 120…140 | Finemet, Nanoperm, Vitroperm |
Eisenkerne, Vollmaterial
Unlegiertes, massives Weicheisen

Weicheisen (geglühtes Eisen)
ist ein weichmagnetischer
Werkstoff und besteht aus unlegiertem
Eisen mit hohem
Reinheitsgrad und ist unter dem Handelsnamen ARMCO-Eisen
bekannt. Es wird entweder über Sinterverfahren aus Pulvern oder über einen
Schmelzvorgang im Vakuum hergestellt und ist der preiswerteste Kernwerkstoff. Es
zeichnet sich aus durch eine hohe Sättigungsmagnetisierung
von ca. 2,15 Tesla,
eine höhere Curie-Temperatur,
die den Einsatz auch bei höheren Temperaturen erlaubt und eine relativ geringe
Koerzitivfeldstärke
 ,
so dass nach dem Abschalten des äußeren Magnetfeldes nur ein kleiner
Restmagnetismus im Eisen
verbleibt. Es kann dann eingesetzt werden, wenn eine temporäre Magnetisierung durch ein
äußeres Magnetfeld nicht zu einer permanenten Magnetisierung führen soll.
,
so dass nach dem Abschalten des äußeren Magnetfeldes nur ein kleiner
Restmagnetismus im Eisen
verbleibt. Es kann dann eingesetzt werden, wenn eine temporäre Magnetisierung durch ein
äußeres Magnetfeld nicht zu einer permanenten Magnetisierung führen soll.
Weicheisen hat für Magnetkerne den Nachteil einer guten elektrischen Leitfähigkeit. Dadurch können die im Wechselfeld auftretenden Wirbelstromverluste groß werden und einen massiven Kern aus Weicheisen stark erwärmen. Da bei Gleichstrom keinerlei Wirbelströme entstehen, beschränken sich die Anwendungen von Weicheisen in massiver Form auf beispielsweise Gleichfeld-Joche mit Gleichstrom-Vormagnetisierung, auf magnetischen Polschuhe, Ankerkörper, Relaisteile, Flussleitbleche und Relais. Außerdem spielt unlegiertes Weicheisen in magnetischen Abschirmungen eine Rolle.
Lamellierte Metallkerne
Allgemeines
.jpg)
Eisen-Silicium-Legierungen waren die ersten weichmagnetischen Werkstoffe, die für die Stromgeneratoren, Transformatoren und Elektromotoren im 19ten Jahrhundert eingesetzt wurden. Die Zugabe von Silicium zum Eisen führt zu einer Erhöhung des spezifischen elektrischen Widerstands des Kernmaterials, wodurch die Wirbelstromverluste gegenüber unlegiertem Weicheisen verringert werden. Eine große Bedeutung in der Legierungszusammensetzung hat der Kohlenstoff. Schon geringe Anteile davon führen zu einer Alterung der magnetischen Eigenschaften, sie verschlechtern sich. Aus diesem Grund ist es erforderlich, den Kohlenstoffanteil im Elektroblech möglichst gering zu halten.
Die heute üblichen Legierungen werden unter dem Normbegriff Elektroblech zusammengefasst. Übliche andere Begriffe sind Dynamoblech, Transformatorblech, Motorenblech sowie Elektroband.
Geschichtete oder gewickelte und gegenseitig isolierte Elektrobleche als Magnetkerne werden überwiegend im Bereich der Netzfrequenz (50/60 Hz) und anderer niederfrequenter Wechselströme zur Übertragung größerer Leistungen verwendet.
FeSi-Legierungen (Elektroblech)

Elektroblech besteht aus einer Eisen-Silicium-Legierung aus hochreinem, kohlenstoffarmem Eisen mit Zuschlägen von etwa 1 bis ca. 4 % Silicium sowie geringen Mengen anderer Legierungselemente, wie z.B. Aluminium und Mangan mit bis zu 0,5 %. Eine Siliciumkonzentration über 4 % beeinträchtigt die mechanischen Eigenschaften des Materials; es wird spröde, verursacht Schwierigkeiten beim Walzen und wird deshalb für Elektrobleche nicht verwendet. Der Anteil von Kohlenstoff liegt meist unter 0,005 %.
Elektroblech wird aus der Schmelze durch Warmwalz-, Kaltwalz- und Glühprozesse hergestellt. Das Material wird dabei in dünne Bleche im Dickenbereich zwischen 0,18 bis 1 mm gewalzt. Die Bleche werden dann zur elektrischen Isolierung meist mit einer 1 bis 3 μm dicken, oft glühbeständigen Isolation beschichtet. Anschließend werden aus dem Blech durch Stanzen oder Schneiden Stanzteile oder Bänder gefertigt, aus denen dann die Eisenkerne für Motoren oder Transformatoren und Drosseln paketiert oder gewickelt werden.
Der Aufbau der Eisenkerne, Stator- oder Ankerpakete aus gegeneinander isolierten Stanzteilen verringert die Wirbelstromverluste. Das Stanzen verändert zwar die magnetischen Eigenschaften im Bereich der Schnittkanten durch Eigenspannungen, aber durch Glühen (Schlussglühung) bei ca. 800 °C können die ursprünglichen Eigenschaften wiederhergestellt werden.
Elektrobleche haben mit 2,03 T eine recht hohe Sättigungsmagnetisierung mit relativ geringer Restmagnetisierung, so dass die Ummagnetisierungsverluste gering sind. Sie werden hauptsächlich bei Netzfrequenz mit Flussdichten zwischen 1,5 und 1,8 T bei der Energieumformung verwendet.

Elektroblech ist genormt und in einer Liste mit Werkstoffnummern beschrieben. Es wird nach seinen Eigenschaften in isotrope, nicht-kornorientierte (NO-Elektroband) und anisotrope, kornorientierte (KO-Elektroband) Werkstoffe unterteilt.

Nicht kornorientierte, isotrope magnetische Materialien (NO-Elektroband) sind in allen Richtungen gleichermaßen magnetisierbar. Der ideale Gefügeaufbau für ein isotropes Elektroband ist ein polykristallines Gefüge mit Korngrößen zwischen 20 und 200 μm, wobei die Kristallite regellos in der Blechebene mit der Fläche ausgerichtet sind. Die Ausprägung einer hinreichenden Isotropie der magnetischen Eigenschaften des NO-Elektrobandes wird wesentlich durch die Gestaltung der Warmumformung, Kaltumformung und Schlussglühung beeinflusst. NO-Elektrobänder werden überwiegend in rotierenden elektrischen Maschinen eingesetzt, bei denen sich die Richtung des Magnetfeldes ändert.
Kornorientierte, anisotrope Materialien (KO-Elektroband, Texturblech) haben eine Vorzugsrichtung der Magnetisierbarkeit mit höherer Sättigungsflussdichte, die durch mehrere aufeinander folgende Walz- und Glühbehandlungen erzeugt wird. Durch diese gezielt eingebrachte Anisotropie, d.h. durch die einheitliche magnetische Orientierung der Kristallite, verringern sich bei entsprechender Magnetisierungsrichtung die Ummagnetisierungsverluste im Kern, und die Permeabilitätszahl steigt. Mit KO-Werkstoffen können daher, verglichen mit NO-Werkstoffen, beispielsweise Transformatoren gefertigt werden, die einen höheren Wirkungsgrad oder eine geringere Baugröße haben. KO-Elektroband wird bei Leistungstransformatoren, Verteilungstransformatoren und höherwertigen Kleintransformatoren eingesetzt, da in diesen das Magnetfeld immer in gleicher Richtung ist. Bevorzugte Bauform sind Wickel (Schnittbandkern, Ringkern). Gestanzte Bleche können verwendet werden, indem bzw. wenn eine sogenannte Jochverstärkung in dem Bereich angebracht wird, wo die Textur nicht die richtige Orientierung besitzt.
Elektroblech ist mit einer jährlichen weltweiten Erzeugung von rund 10 Mio. Tonnen der mengenmäßig und wertmäßig bedeutendste weichmagnetische Werkstoff. Es wird in vielen Formen gestanzt oder geschnitten und zur Herstellung von Magnetkernen für elektrische Maschinen, elektrische Generatoren, Elektromotoren, Transformatoren, Relais, Schaltschützen, Drosseln, Spulen, Zündspulen, Stromzähler und steuerbaren Ablenkmagneten verwendet.




NiFe-Legierungen (Mu-Metall, Permalloy und Supermalloy)
Die Entwicklungen der weichmagnetischen Nickel-Eisen-Legierungen ist eng verbunden mit der Entwicklung transatlantischer telegrafischer Seekabel. 1914 entwickelte Gustav Elmen in den Bell Laboratories eine für die Umhüllung des Leiters zum Zweck der Impedanzerhöhung geeignete hochpermeable Nickel-Eisen-Legierung, die er Permalloy nannte. Diese Legierung bestand ursprünglich aus 78,5 % Nickel und 21,5 % Eisen ohne weitere Zuschläge. Durch Hinzufügen von Kupfer, später Chrom oder Molybdän wurde 1923 diese Legierung mechanisch besser verformbar gemacht und mit dem neuen Handelsnamen Mu-Metall in vielen Überseekabeln eingesetzt.
NiFe-Legierungen mit Zuschlägen von Kupfer (Cu), Chrom (Cr) oder Molybdän (Mo) besitzen weichmagnetische Eigenschaften mit niedrigen Koerzitivfeldstärken und relativ geringer elektrischer Leitfähigkeit. NiFe-Legierungen sind magnetisch anisotrop und zeichnen sich vor allem durch hohe Permeabilitätszahlen sowie auch durch geringe Magnetostriktion aus.
Diese Legierungen werden im Schmelzverfahren hergestellt und nach dem Abkühlen zu Blechen, in Bandform oder zu Draht verarbeitet. Es werden Stanzteile oder Bänder hergestellt. Mechanische Bearbeitung vermindert die Permeabilität drastisch, weshalb fertige Teile geglüht werden müssen.
Weichmagnetische Nickel-Eisen-Legierungen können unterschiedlich zusammengesetzt sein. Sie werden aufgrund des Nickel-Anteils in der Legierung in drei Gruppen eingeteilt. Neben den nachfolgend genannten Handelsnamen gibt es viele weitere Bezeichnungen wie Cryoperm, Ultraperm, Vacoperm, Recovac (Gruppe 1), Permax (Gruppe 2), Permenorm, Megaperm (Gruppe 3).
Gruppe 1: 72 bis 80 % Nickel
Hierzu gehört das sogenannte Mu-Metall und vergleichbare Legierungen mit den Bezeichnungen Permalloy und Supermalloy. Sie haben folgende Legierungszusammensetzungen:
- Mu-Metall, Permalloy: 76…80 % Ni, 15…16 % Fe, 4…5 % Cu und 2…3 % Cr oder Mo
- Supermalloy: 75…79 % Ni, 16…20 % Fe und 3…5 % Mo
Die Legierungen in der Gruppe haben eine Sättigungsinduktion von 0,7…0,8 T, eine geringe Koerzitivfeldstärke und eine sehr hohe relative Permeabilität von 50.000…500.000. In dieser Gruppe kann die Form der Hystereseschleife in sehr weiten Grenzen variiert werden. Es ist möglich, Materialien mit Rechteckschleife (Z), runder Schleife (R) und flacher Schleife (F) herzustellen.
NiFe-Legierungen der Gruppe 1 werden als Kernmaterial für Niederfrequenz-Übertrager, Stromwandler und magnetische Stromsensoren eingesetzt.
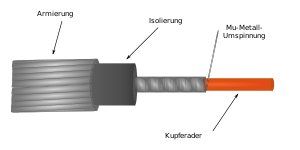
Die Werkstoffe, speziell MuMetall, werden außerdem als Abschirmmaterial gegen Magnetfelder verwendet.
Gruppe 2: 54 bis 68 % Nickel
Diese Legierungen enthalten 54…68 % Nickel und erreichen Sättigungsflussdichten von 1,2…1,5 T. In diesen Legierungen kann mittels einer sogenannten Magnetfeldtemperung (starkes Magnetfeld während des Glühens) eine magnetische Vorzugsrichtung mit hoher Permeabilität eingestellt werden. Ni-Fe-Legierungen der Gruppe 2 werden als Kernmaterial für Summenstromwandler für FI-Schalter, Messwandler und Impulsübertrager eingesetzt.
Gruppe 3: 36 bis 50 % Nickel
NiFe-Legierungen mit 36…50 % Nickel haben eine Sättigungsflussdichte bis zu 1,6 T. Bei diesen Materialien kann durch Walzen und Zwischenglühen die Gefügestruktur und damit die Form der Hystereseschleifen in weiten Bereichen verändert werden. Ni-Fe-Legierungen der Gruppe 3 werden als Kernmaterial für magnetische Sensoren, hochempfindliche Relais für Fehlerstromschutzschalter und elektrische Motoren mit kleinsten Verlusten eingesetzt.
CoFe-Legierungen
Kobalt-Eisen-Legierungen (CoFe-Legierungen) wie Fernico oder Kovar wurden ursprünglich wegen ihres geringen Wärmeausdehnungskoeffizienten für Glasdurchführungen entwickelt. Ende der 1930er Jahre konnte mit der Fernico-Legierung als Magnetkern in Spulen für den Rundfunkempfang eine erhebliche Verkleinerung der Abmessungen gegenüber Luftspulen erreicht werden. Nach dem 2. Weltkrieg wurde durch Änderung der Legierungszusammensetzung die extrem hohe Sättigungsmagnetisierung von CoFe-Blechen erkannt.
Kobalt-Eisen-Legierungen in der Zusammensetzung von etwa 49 % Kobalt, 49 % Eisen sowie Zusätzen von Vanadium, Niob, Chrom oder Mangan besitzen mit bis zu 2,3 T die höchste Sättigungspolarisation aller bekannten weichmagnetischen Werkstoffe. Mit Koerzitivfeldstärken von 40 bis 200 A/m liegen auch die Hystereseverluste dieser Werkstoffe im mittleren Bereich.
Neben guten mechanischen Eigenschaften werden Kobalt-Eisen-Legierungen vor allem wegen ihrer hohen Curie-Temperatur von bis zu 950 °C in Anwendungen mit höheren Temperaturen eingesetzt, beispielsweise in der Motorenindustrie und Aktuatorentechnik.
CoFe-Legierungen für Magnetkerne werden als Band, Stäbe, Draht, Stanzteile, EK-Kerne sowie als Massivteile geliefert. Handelsnamen für weichmagnetische Kobalt-Eisen-Legierungen sind u.a. Hyperco, Permendur, Phynicx, Vicalloy, Vacoflux, Vacodur.
AlFe-Legierungen (Alperm)
Aluminium-Eisen-Legierungen (Al-Fe-Legierungen) wie Alperm, die aus 83 bis 87 % Eisen und 13 bis 17 % Aluminium bestehen, haben ebenfalls weichmagnetische Eigenschaften und zeichnen sich durch eine besonders große mechanische Härte aus. Alperm wurde 1939 durch die japanischen Erfinder der Sendust-Legierung H. Masumoto and H. Saito entwickelt, um das während des Zweiten Weltkriegs in Japan knappe Nickel ersetzen zu können.
Alperm besitzt eine Sättigungsmagnetisierung von 0,8 T und hat eine Permeabilität von 55.000. Wegen seiner Härte wurde Alperm in Tonabnehmerköpfen von Tonbandgeräten eingesetzt. Heutzutage wird die große Magnetostriktion des Materials u.a. in magnetoelastischen Sensoren ausgenutzt.
Neben Alperm sind folgende Handelsnamen für weichmagnetische Aluminium-Eisen-Legierungen bekannt: Alfenol und Alfer.
Amorphes und nanokristallines metallisches Glas
Die Herstellung von metallischem Glas ist eine Technik aus den 1960er Jahren. Das erste weichmagnetische metallische Glasband wurde 1982 entwickelt und in den Folgejahren in Motoren und Transformatoren eingesetzt, in denen es auf niedrige Kernverluste ankommt, siehe auch Metallisches Glas#Geschichte.
Ein metallisches Glas ist eine weichmagnetische Legierung von Metallen und Nichtmetallen, die auf atomarer Ebene keine kristalline, sondern eine amorphe Struktur aufweisen. Die Zusammensetzungen solcher Legierungen können sehr verschieden sein. Eisen-basierte Legierungen bestehen typischerweise aus 70 bis 90 % Eisen, Kobalt (Co)-basierte Legierungen aus 75 bis 90 % Kobalt. Beide Versionen enthalten glasbildende Zusätze aus Silicium und Bor sowie Typ-spezifische Zusätze von Kupfer, Nickel oder Niob.
Ein metallisches Glas entsteht, wenn eine Schmelze einer geeigneten Legierung durch eine Düse auf ein gekühltes, rotierendes Kupferrad gegossen und innerhalb Millisekunden von etwa 1300 auf 10 °C abgekühlt wird. Zeitliche Temperaturabnahmen bis zu 1.000.000 K/s werden erreicht. Dabei entsteht auf dem Rad ein Band mit amorpher, glasartiger Struktur aus metallischen Partikeln. Das Band ist etwa 20 bis 40 µm dick und kann in Breiten bis zu 200 mm gefertigt werden.
Dieses Band wird mit einer dünnen, elektrisch isolierenden Schicht versehen und dann zu Rollen aufgewickelt. Aus dem Band können jedoch auch Segmente ausgestanzt werden.

Durch das schnelle Abkühlen der Schmelze ist die Größe der Elementarmagnete im entstandenen Material im atomaren Bereich geblieben. Zur Bildung eines nanokristallinen Zustandes der Elementarmagnete wird das Material einer zweistufigen Glühbehandlung unterzogen. Während der ersten Glühphase bei einer Temperatur zwischen 540 und 580 °C wachsen die Elementarmagnete auf eine Korngröße von etwa 10 bis 15 nm an. Die Korngröße in diesem „nanokristallinen metallischen Glas“ wird durch den Kupfer- bzw. Niob-Zuschlag stabilisiert. Metallisches Glas mit größerer Korngröße der Elementarmagnete, in dem die Körner auf etwa 100 nm anwachsen können, wird „Amorphes Metall“ (amorphous metal) genannt.
Nach der ersten Glühphase ist das Band magnetisch homogen und daher isotrop,
d.h. die magnetischen Eigenschaften sind in allen Richtungen gleich. In
diesem Zustand hat das Material eine runde Hystereseschleife mit einem
Polarisationsverhältnis  von etwa 50 % in Verbindung mit hoher Anfangs- und hoher
Maximalpermeabilität, die bis zu mehreren hunderttausend ansteigen kann. In
diesem Zustand wird das Band üblicherweise zunächst in seine gewünschte Bauform
zu Bandkernen gewickelt. Danach kann die zweite Wärmebehandlung, die unterhalb
der Kristallisationstemperatur liegt, erfolgen. Während dieser zweiten
Glühbehandlung werden die Kerne einem starken Magnetfeld ausgesetzt. Dieses Feld
"induziert" eine kontrollierte uniaxiale Anisotropie, d.h. eine
magnetische Ausrichtung der Elementarmagnete, deren Richtung von der
Orientierung des Feldes zum Bandkern und auch von der Glühtemperatur abhängt.
Mit dieser zweiten Wärmebehandlung können gezielt spezielle Hystereseschleifen
eingestellt werden.
von etwa 50 % in Verbindung mit hoher Anfangs- und hoher
Maximalpermeabilität, die bis zu mehreren hunderttausend ansteigen kann. In
diesem Zustand wird das Band üblicherweise zunächst in seine gewünschte Bauform
zu Bandkernen gewickelt. Danach kann die zweite Wärmebehandlung, die unterhalb
der Kristallisationstemperatur liegt, erfolgen. Während dieser zweiten
Glühbehandlung werden die Kerne einem starken Magnetfeld ausgesetzt. Dieses Feld
"induziert" eine kontrollierte uniaxiale Anisotropie, d.h. eine
magnetische Ausrichtung der Elementarmagnete, deren Richtung von der
Orientierung des Feldes zum Bandkern und auch von der Glühtemperatur abhängt.
Mit dieser zweiten Wärmebehandlung können gezielt spezielle Hystereseschleifen
eingestellt werden.
| Werkstoff | Sättigungs- Induktion BS (T) |
Permeabilität µr, |
Curie- Temperatur (°C) |
Magneto- striktion (ppm) |
Kernverluste bei 100 kHz (W/kg) |
Handelsname |
|---|---|---|---|---|---|---|
| Amorph, Fe-basiert, (Fe-Si-B) |
1,41…1,56 | 20.000…600.000 | 358… 399 | 20…27 | 630 | Metglas 2605S3A, 2605SA1. |
| Amorph, Co-basiert, (Co-Fe-Si-Ni-B) |
0,57…0,77 | 80.000…1.000.000 | 225…365 | 0,5 | 36 | Metglas 2705M, 2714A. |
| Amorph, Co-basiert (Co-Fe-Mo-Nb-Si-B) |
0,41…1,0 | 1.100…100.000 | 150…485 | < 0,2 | 100…200 | Vitrovac. |
| Amorph, Ni-basiert, (Ni-Fe-Mo-B) |
0,88 | 50.000…800.000 | 353 | 12 | - | Metglas 2826MB. |
| Nano-kristallin, Fe-basiert, (Fe-Si-B-Nb-Cu) |
1,2…1,23 | 10.000…200.000 | 570…600 | 0,1 | 41…110 | Finemet, Nanoperm, Vitroperm. |
Der Herstellprozess amorpher und kristalliner metallischer Glasbänder hat einige hervorragende Eigenschaften zur Folge. Die einzelnen Elementarmagnete im Material sind zum Teil durch die nichtleitenden glasbildenden Elemente gegeneinander isoliert, so dass der spezifische Widerstand des Werkstoffes mit etwa 120 bis 150 µΩ·cm etwa dreifach höher als von Elektroblech ist. Außerdem sind sie sehr klein, bei kristallinen metallischen Glasbändern liegen sie etwa um 10 nm. Dadurch sind die Wirbelstromverluste, auch bei höheren Frequenzen, geringer als bei anderen kristallinen Legierungen. Die zum Teil sehr hohe Permeabilität metallischer Glasbänder ermöglicht bei stromkompensierten Drosseln eine hohe Dämpfung auch im Bereich höherer Frequenzen. Im Vergleich zu Ferritkernen können die erforderlichen hohen Impedanzwerte schon mit niedrigeren Windungszahlen erreicht werden, wodurch die Kupferverluste verringert werden können. Ein weiterer Vorteil bei Kobalt-basierten amorphen und bei nano-kristallinen Glasbändern ist die geringe Magnetostriktion dieser Werkstoffe, die nahezu gleich Null ist. Dadurch lassen sich mechanisch unempfindliche und auch bei hohen Belastungen geräuscharme induktive Bauelemente herstellen.
Amorphe metallische und nanokristalline metallische Glasbänder werden als Magnetkerne in Fehlerstrom-Schutzschaltern, als Kerne für Transformatoren mit geringen Leerlaufverlusten. und zunehmend in stromkompensierten Drosseln für EMV-Filter zur breitbandigen Entstörung eingesetzt. Eine besondere Bedeutung erlangten Magnetkerne aus metallischem Glas in Elektromotoren in Leichtbauweise.
Pulverkerne
Allgemeines

Pulverkerne (Pulververbundwerkstoffe) sind pulvermetallurgisch hergestellte ferromagnetische Werkstoffe für Magnetkerne von Induktivitäten.
Bei der Herstellung werden ferromagnetische Metallkörner unterschiedlicher Legierungen in Form von Pulver zusammen mit einem geeigneten organischen oder anorganischen elektrisch isolierenden Bindemittel vermischt und durch Pressen und nachfolgender thermischer Aushärtung auf die gewünschte Dichte und in die geforderte Form gebracht. Entgraten und Beschichten zur äußeren Isolierung schließt die Fertigung ab. Die Farben der Beschichtung von Pulverkernen dienen meist zur Kennzeichnung der unterschiedlichen Materialien und deren Permeabilitäten. Die Kennzeichnung ist jedoch herstellerabhängig.
Pulverkerne haben eine ähnlich hohe Sättigungsinduktion wie Bleche aus dem gleichen Legierungsmaterial. Allerdings werden in Pulverkernen die einzelnen metallischen magnetischen Partikel durch das Bindemittel gegeneinander isoliert, sodass ein sogenannter verteilter Luftspalt entsteht. Damit entsteht eine innere Scherung der Magnetisierungskurve, die zu einer entsprechend geringeren Permeabilität gegenüber lamellierten Kernen führt. Pulverkerne vertragen deshalb natürlicherweise eine höhere Gleichstrom-Vormagnetisierung. Die Permeabilität wird außerdem von der Dichte des gepressten Kerns, d.h. vom Abstand der gepressten Metallkörner zueinander (dem Füllgrad) beeinflusst. Eine höhere Dichte an Metallkörnern, die mit höherem Druck und kleinerem Anteil an Bindemittel erreicht wird, hat eine höhere Permeabilität zur Folge. Auch die Größe der zu Kernen gepressten Metallkörner beeinflusst die Eigenschaften des Magnetkerns. Je kleiner die Körner, desto geringer sind die Wirbelstromverluste, wodurch der Betrieb, ähnlich wie bei Ferritkernen, bei höheren Frequenzen möglich wird.
Der maximal erzeugbare Pressdruck beschränkt die maximale Größe von Pulverkernen, sodass das maximale Volumen bei etwa 350 cm³ liegt. Charakteristisch ist die mechanische Empfindlichkeit gegen Stöße und die Alterung bei hoher thermischer Belastung. Die Kosten von Pulverkernen hängen vom Material ab und liegen oft weit über denjenigen von Ferritkernen, jedoch unterhalb der Kosten von nanokristallinen und amorphen Bandkernen.
Die Vorteile von Pulverkernen gegenüber lamellierten Metallkernen sind die geringeren Wirbelstromverluste bei höheren Frequenzen, weil die Körner durch das Bindemittel gegeneinander elektrisch isoliert sind. Pulverkerne werden deshalb überall dort eingesetzt, wo es bei Frequenzen deutlich über der Netzfrequenz nicht auf geringe Masse ankommt und/oder wo hohe magnetische Gleichfelder überlagert sind.
Einen allgemeinen Vergleich der weichmagnetischen Pulver- und Ferritwerkstoffe, die für ähnliche Anwendungen eingesetzt werden, zeigt die folgende Tabelle.
| Werkstoff | Sättigungs- Induktion BS (T) |
Permeabilität µ |
Rel. Kernverluste |
Max. Frequenz- (MHz) |
Rel. Kosten |
Handelsnamen Hersteller |
|---|---|---|---|---|---|---|
| Pulverkerne | ||||||
| Eisenpulverkerne | 0,95…1,6 | 1…90 | sehr hoch | 0,5 | sehr gering | Carbonyleisen |
| SiFe-Pulverkerne | 1,6 | 26…90 | hoch | 0,5 | gering | X-Flux, Mega Flux |
| SiAlFe-Pulverkerne | 1,0 | 14…125 | niedrig | 0,9 | gering | Sendust, Kool Mµ |
| NiMoFe-Pulverkerne | 0,8 | 14…550 | recht niedrig | 2,0 | hoch | MPP |
| NiFe-Pulverkerne | 1,5 | 14…160 | mittel | 1,0 | mittel | High-Flux |
| Ferritkerne | ||||||
| MnZn-Ferritkerne | 0,2…0,5 | 300…20.000 | niedrig | 4,0 | sehr niedrig | div. |
| NiZn-Ferritkerne | 0,2…0,4 | 10…3.500 | niedrig | 1000 | sehr niedrig | div. |
Pulverkerne haben Toleranzen des Al-Gehalts von ± 8…10%.
Pulverkerne sind als Ringkerne (häufigste Form, meist isoliert, Außendurchmesser ca. 4 bis 170 mm), E-Kerne, EF-Kerne, EM-Kerne, U-Kerne, Topfkerne, Garnrollenkerne und Stäbe erhältlich. Manche Hersteller bieten kundenspezifische Bearbeitung an.
Eisenpulverkerne (Carbonyleisen)
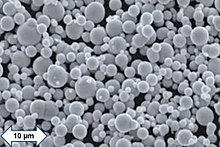
Die überwiegende Anzahl an Eisenpulverkernen wird aus Carbonyleisen hergestellt, jedoch gibt es auch Eisenpulverkerne, die aus Wasserstoff-reduziertem Eisenpulver hergestellt werden. Carbonyleisen ist ein hochreines Eisen, das durch Zersetzung von gereinigtem, flüssigem Eisenpentacarbonyl entsteht. Es kann durch Destillation gereinigt werden und bildet nach seiner Zersetzung oberhalb von 150 °C neben Kohlenstoffmonoxid ein besonders reines Eisenpulver (99,98…99,999 % Eisen), das sogenannte Carbonyleisen. Die Partikelgröße der Pulverkörner beträgt 2 bis 8 µm. Die BASF, bis heute der größte Hersteller von Carbonyleisen, setzte 1924 das schon 1891 entdeckte Herstellungsverfahren in die großtechnische Produktion von Eisenpentacarbonyl um und verarbeitete es zu hochreinem Carbonyleisen.
Eisenpulverkerne, die aus Wasserstoff-reduziertem Eisenpulver hergestellt werden, haben einen ähnlich hohen Reinheitsgrad und ähnliche mechanische und physikalische Eigenschaften.
Eisenpulverkerne sind die preiswertesten Pulverkerne. Sie haben eine Sättigungsinduktion von bis zu 1,6 T. Die jeweilige Permeabilität der verschiedenen Eisenpulverwerkstoffe, die etwa zwischen 10 und 100 liegen kann, wird durch den Pressdruck und den prozentualen Anteil des Binders im Pulver eingestellt.
Eisenpulverkerne haben eine relativ geringe und meist lineare Temperaturabhängigkeit ihrer Kennwerte über den Bereich von −55 bis +125 °C. Der Temperaturkoeffizient liegt je nach Typ etwa zwischen 30 und 550 ppm/K. Der Al-Wert kann mit einer Toleranz von ± 10% eingehalten werden. Typische Anwendungen sind Schwingkreise, Drosseln und Übertrager im Frequenzbereich von 50 bis etwa 500 MHz.
Die Kernverluste von Eisenpulverkernen sind, verglichen mit andern Pulvermaterialien, hoch. Die höheren Kernverluste können allerdings wegen der preislichen Vorteile durch Verwendung mechanisch größerer Kerne und damit geringerer Aussteuerung ausgeglichen werden. Da die Kernverluste mit steigender Frequenz stark ansteigen, werden Eisenpulverkerne in Induktivitäten für Anwendungen mit höheren Leistungen nur bis etwa 500 kHz eingesetzt.
Eisenpulverkerne werden beispielsweise für Speicherdrosseln, Entstör-Drosseln und Übertrager verwendet.
FeSi-Pulverkerne (Mega Flux, XFlux)
Eisen-Silicium-Pulverkerne mit 6,5 % Silicium-Anteil erreichen mit 1,6 T eine etwas höhere Sättigungsinduktion als Carbonyleisen-Pulverkerne, weisen jedoch etwas geringere Kernverluste auf. Damit und mit den erreichbaren effektiven Permeabilitäten von 26…90 können sehr hohe Gleichstrom-Durchflutungen ertragen werden.
Mega Flux- und XFlux-Kerne sind nach eine kostengünstigere Alternative gegenüber den sogenannten HighFlux-Kernen (Eisen-Nickel-Legierung), sofern die etwas höheren Kernverluste akzeptabel sind. Si6,5-Fe-Pulverkerne werden in Anwendungen mit hoher DC-Strombelastung wie Schaltregler oder Unterbrechungsfreie Stromversorgungen (USV) eingesetzt.
SiAlFe-Pulverkerne (Sendust, Kool Mu)
Sendust, eine weichmagnetische Si-Al-Fe-Legierung aus 9 % Silicium, 6 % Aluminium und 85 % Eisen, wurde 1936 an der Kaiserlichen Universität Tōhoku in der Stadt Sendai, Japan als nickelfreie Alternative zu Permalloy für Spulen in Telefonnetzen entwickelt. Der Name ist ein Kunstwort und bedeutet Staub (englisch: dust) aus Sendai: Sen-dust.
Das Sendust-Pulvermaterial ist auch als Kool Mu bekannt. Der Einsatz des preiswerten Siliciums macht das Material kostengünstiger als MPP- und XFlux-Kerne. Sendust-Pulverkerne haben eine Sättigungsinduktion von etwa 1 T mit Permeabilitäten zwischen 14 und 125. Die Kernverluste sind deutlich niedriger als die von Eisenpulverkernen jedoch höher als die von MPP- und High-Flux-Kernen.
Ein Vorteil ist die niedrige Magnetostriktion, die im Betrieb zu einer geringen Geräuschentwicklung führt und im Audio-Bereich und bei Drosseln in Dimmern von Bedeutung ist. Der Temperaturkoeffizient der Induktivität dieser Kerne ist im Gegensatz zu anderen Pulverkernmaterialien negativ. Sendust-Pulverkerne sind je nach Herstellerangaben für Frequenzen bis etwa 500 kHz bzw. bis etwa 1 MHz geeignet. Sie werden als Ringkerne, E-, U-Kerne, als Blöcke und als Stäbe gefertigt.
NiMoFe-Pulverkerne (MPP-Kerne)
Die Molypermalloy-Legierung (MPP) besteht aus einer Nickel-Molybdän-Eisen-Legierung mit etwa 79…81 % Nickel, 2…4 % Molybdän und 17…20 % Eisen. Das Material wurde 1940 erstmals zur kapazitiven Kompensation in längeren Telefonleitungen eingesetzt.
MPP-Kerne haben eine Sättigungsinduktion von etwa 0,8 T. Die Permeabilitäten betragen 14…550. Der Temperaturkoeffizient der Permeabilität beträgt je nach Typ 25…180 ppm/°C. Die Kerne sind unter den Pulverkernen preislich im oberen Bereich. Sie sind je nach Hersteller von 200 kHz bis 1 MHz einsetzbar.
MPP-Kerne weisen die geringsten Kernverluste unter den Pulverkernen auf. Sie eignen sich deshalb für verlustarme Transformatoren, für Drosseln mit hoher Rippelstrombelastung und Sperrwandler sowie für Induktivitäten mit hoher Güte und großer Temperaturstabilität und werden deshalb immer noch in Telefonleitungen eingesetzt.
NiFe-Pulverkerne (High-Flux-Kerne)
Ni-Fe-Pulverkerne sind als High-Flux-Pulverkerne bekannt und sind eine Abwandlung der MPP-Kerne ohne Molybdänzusatz mit der Materialzusammensetzung von 50 % Nickel und 50 % Eisen. High-Flux-Kerne erreichen mit der Sättigungsinduktion von 1,5 T und Permeabilitäten von 14…160 Werte, die mit Eisenpulver- und Si-Fe-Pulverkernen vergleichbar sind, haben jedoch geringere Kernverluste. Dazu bei trägt auch die Remanenz, die nahezu bei Null liegt, wodurch das Material sehr geringe Ummagnetisierungsverluste hat, was sie beispielsweise für Zeilentransformatoren geeignet macht. High-Flux-Pulverkerne haben außerdem eine gute Temperaturstabilität. Sie sind bis etwa 1 MHz einsetzbar und sind besonders für Anwendungen mit hoher Gleichstrom-Vormagnetisierung wie in Drosseln für Schaltregler geeignet.
Ferritkerne
Allgemeines
Die Ferrite wurden 1930 in Japan durch T. Takei und Y. Kato, die Gründer der Firma TDK, am Tokyo Institute of Technology erfunden, jedoch nur ungenügend patentiert. In den Niederlanden begann Anfang der 1940er Jahre J. L. Snoek am Philips Natuurkundig Laboratorium mit der Erforschung von Kupfer-Zink-Ferriten, Diese Entwicklung führte zu den Ferroxcube genannten Ferriten mit reproduzierbaren Eigenschaften für viele unterschiedliche Anwendungen.
Ferrite sind ferrimagnetische Werkstoffe. Beim Ferrimagnetismus sind die einzelnen Elementarmagnete in den weissschen Bezirken des Materials parallel und antiparallel in unterschiedlicher Quantität und beliebiger Richtung ausgerichtet. Durch das Anlegen eines äußeren Magnetfeldes richten sie sich nach dem Feld aus, wobei dieses zu einer partiellen Auslöschung der magnetischen Momente führt. Die gesamte Magnetisierbarkeit wird etwas verringert. Mit dieser reduzierten Magnetisierbarkeit verhalten sich Ferrite dann makroskopisch ähnlich wie ferromagnetische Werkstoffe.

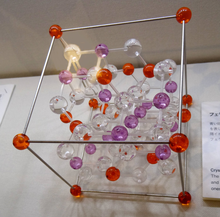
Ausgangsprodukt für die Herstellung weichmagnetische Ferrite sind die Eisenoxide Eisen(III)-oxid (Hämatit, Fe2O3) oder Magnetit (Fe3O4) in hochreiner Form. Dem feingemahlenen Grundmaterial werden ebenfalls feingemahlene Metalloxide oder Metallkarbonate der Metalle Nickel (Ni), Zink (Zn), Mangan (Mn), seltener Cobalt (Co), Kupfer (Cu), Magnesium (Mg) oder Cadmium (Cd) hinzugefügt. Diese Pulver werden entweder trocken oder nass möglichst gleichmäßig miteinander vermischt. Die Mischung wird dann bei etwa 1000 °C einer Kalzinierung unterzogen. Hierbei kommt es ab etwa 950 °C zur Bildung von Manganzinkferrit, dabei löst sich das Kristallgitter des Eisenoxids auf und es bildet sich ein kubisches Spinellgitter, in dem jede Komponente als Ion ihren bestimmten Platz im Gitter einnimmt. Nach der Kalzinierung wird das entstandene Ferritpulver wieder mit Wasser und einem Binder gemischt und zu feinen, möglichst gleich großen Körnern mit Korngrößen von etwa 1 bis 2 µm zermahlen. Nach der Trocknung des Pulvers wird dieses mit hohem und gleichförmigem Druck zu Rohlingen in die gewünschte Form gepresst. Die Rohlinge werden danach in einer speziell angepassten Atmosphäre bei 1000…1450 °C gesintert. Während des Sinterns schrumpft das Volumen des Kerns um etwa 40…50%. Beim Sintern wachsen die einzelnen Körner zu einer Struktur mit unterschiedlich großen ferrimagnetischen Körnern heran. Da die Außengrenzen der Körner aus nichtleitendem Fe2O4 bestehen, sind sie praktisch elektrisch gegeneinander isoliert und haben elektrisch schlecht oder nichtleitende Materialeigenschaften, womit ihre äußerst geringen Wirbelstromverluste erklärbar sind.
Die Oberfläche von geteilten Ferritkernen wird nach dem Sintern im Bereich der Berührflächen plangeschliffen und im Falle eines Luftspaltes auf Maßhaltigkeit nachgearbeitet. Ferrit-Ringkerne werden oft mit einer Isolierschicht (Parylene, Epoxidharz oder Polyurethan) versehen, da hier keine Spulenkörper zum Einsatz kommen können und das Ferritmaterial nicht ausreichend isolierend ist.
Keramische Ferrite sind wie alle keramischen Werkstoffe hart und spröde und daher bruchgefährdet.
Eine weitere Möglichkeit ist, die zermahlenen Ferritkörner mit einem thermoplastischen Kompositwerkstoff zu mischen und diese Masse mittels eines Spritzgussverfahrens in die gewünschte Form zu bringen. Dies kann ohne Sinterung, d.h. ohne Schwund erfolgen, wodurch enge mechanische Toleranzen erreichbar sind. Eine nachträgliche Bearbeitung mit für Kunststoffe üblichen Verfahren ist möglich. Die sogenannten „Plastoferrite“ werden als Spulenträger, Mehrlochkerne sowie in Form von Gehäusen, Steckern und Folien hergestellt. Typische Anwendungsbeispiele für Plastoferrite sind Abschirmungen, Mikrowellenabsorber, Entstördrosseln sowie flexible Antennen. Flexible Ferrite werden außerdem bei der induktiven Energieübertragung verwendet, wie sie in der Qi-Spezifikation beschrieben ist. Auch in Drehtransformatoren für Lidar-Systeme sowie für RFID und Automobil-Anwendungen werden Plastoferrite eingesetzt.
Eigenschaften

Die Eigenschaften von Ferriten sind nicht mit denen von Pulverkernen vergleichbar. Bei Ferriten bilden die Körner durch Sinterung ein festes Gefüge, während Pulverkerne durch ein Bindemittel zusammengehalten werden. Die elektrische Isolierung der Körner gegeneinander ist bei Pulverkernen kritisch, während Ferrite von vornherein schlecht leiten. Ferrite haben eine geringe, schnell einsetzende Sättigung, jedoch eine relativ hohe Permeabilität. Sie zeichnen sich aus durch ihre geringen Kernverluste über einen weiten Frequenzbereich und durch ihre niedrigen Kosten. Pulverkerne gehen hingegen allmählich in die Sättigung, haben hohe Sättigungsflussdichten und geringe Permeabilitäten. Für Speicherzwecke (Speicherdrosseln, Flyback-Übertrager) ist man bei Ferritkernen auf offene Bauformen oder Luftspalte angewiesen, um Kernsättigung zu vermeiden.
Bei Ferritkernen sind zwei häufig vorkommende Werkstoffgruppen zu unterscheiden, deren Eigenschaften sich ergänzen:
haben eine höhere Permeabilität (µi = 300 bis 20.000), eine höhere Sättigungsinduktion, einen spezifischen Widerstand in der Größenordnung von 0,1 bis 10 Ωm und werden als Magnetkerne für Anwendungen mit höherer Leistung bis etwa 4 MHz eingesetzt, beispielsweise in Schaltnetzteilen, Stromsensoren, Planartransformatoren und Drosseln
- Nickel-Zink-Ferrite (NiZn) in der Zusammensetzung NiaZn(1-a)Fe2O4
haben eine etwas niedrigere Permeabilität (µi = 10 bis 3.500), eine niedrigere Sättigungsinduktion, jedoch einen deutlich höheren spezifischen Widerstand in der Größenordnung von 104 bis 106 Ωm und werden als Magnetkerne für HF-Filter, HF-Übertrager, Antennen, Drosseln und Transponder bis etwa 10 MHz sowie zur Entstörung bis etwa 1000 MHz eingesetzt.
Die Ausnahme bilden Gleichtaktdrosseln, in denen MnZn-Ferrite bis 70 MHz und NiZn-Ferrite von 70 MHz bis in den GHz-Bereich eingesetzt werden.
Innerhalb jeder Gruppe gibt es eine große Anzahl unterschiedlicher Materialzusammensetzungen mit unterschiedlichen Eigenschaften, so dass praktisch für jeden Frequenzbereich ein entsprechender Werkstoff zur Verfügung steht. Für Sonderanwendungen gibt es außerdem noch eine Werkstoffgruppe mit einer Cobalt-Zink-Fe2O4 Zusammensetzung, die für Mikrowellen geeignet ist.
Bauformen vom Ferritkernen
Für Ferritkerne und Ferrit-Materialien gibt es eine große Vielfalt von Bauformen und Baugrößen. Die Bauformen sind zum Teil genormt, jedoch führen kundenspezifische Lösungen auch immer wieder zu neuen, noch nicht genormten Bauformen. Die Bauformen werden mit Abkürzungen wie z.B. „E-Kern“ gekennzeichnet, die sich oft aus der Form ergeben. Bei der Vielzahl der Hersteller weltweit kommt es jedoch vor, dass die Abkürzungen nicht immer übereinstimmen, dies zeigt ein Vergleich der Hersteller Ferroxcube, Tridelta, Magnetics und Chen Yang.
Ferrit-Ringkerne
-
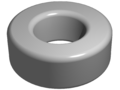 Ringkern
Ringkern -

geteilter Ringkern
-
 Ringkerntransformator
Ringkerntransformator
Ferrit-Ringkerne bilden einen meist luftspaltlos geschlossenen Magnetkreis. Die Wicklungen werden meist mit speziellen Wickelmaschinen ohne Spulenträger direkt auf den Ringkern abgewickelt. Die Geometrie des Ringkerns erzeugt ein kreisförmiges Magnetfeld innerhalb des Kerns, somit wird praktisch das gesamte Feld auf das Kernmaterial beschränkt. Dadurch können mit Ringkernen nicht nur hocheffiziente Transformatoren hergestellt werden, sondern auch noch die elektromagnetischen Störungen, die von den Spulen abgestrahlt werden, reduziert werden.
C-, U-, UI-, E-, ER-, EFD-Ferritkerne
-
 C-Kern
C-Kern -
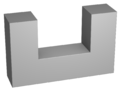 U-Kern
U-Kern -
 UI-Kern
UI-Kern -
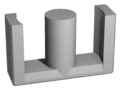
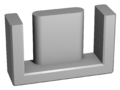
 E-Kern
E-Kern -
 ER-, ETD-Kern
ER-, ETD-Kern -
EFD-Kern
"I-Kern": Ein I-Kern ist ein Stab mit rechteckigem Querschnitt, der mit einem C- oder U-Kern einen geschlossenen magnetischen Kreis bilden kann.
"C-" oder "U-Kern": C- und U-Kerne können entweder mit einem I-Kern oder aber mit einem weiteren Kern gleicher Bauart zusammengefügt werden, um einen magnetisch geschlossenen Kreis zu bilden. Der Vorteil dieser Bauformen liegt darin, dass die Spulen vorher auf Spulenkörper gewickelt und dann über die Schenkel geschoben werden können. Luftspalte werden durch Zwischenlagen realisiert.
"E-Kern" Ein E-Kern mit einem I-Kern oder zwei E-Kerne zusammengefügt bilden einen magnetischen Kreis für Transformatoren oder Übertrager. Der Spulenträger mit den Spulen sitzt auf dem mittleren Schenkel. Ein Luftspalt wird erreicht, indem der mittlere Schenkel etwas kürzer als die beiden äußeren Schenkel oder indem plane Partner mit einer Zwischenlage zusammengefügt werden.
Montagebeispiel
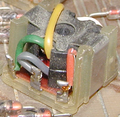
Der Zusammenbau eines ER-Ferritkernes erfolgt mit Hilfe des Spulenkörpers und zwei außen an diesem aufgerasteten Metallklammern, die die Kernhälften in der Mitte zusammenpressen.
-
ER-, ETD-Kern
-
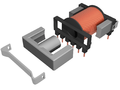 Kerne und Spule vor dem Zusammenbau
Kerne und Spule vor dem Zusammenbau -
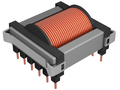 die zusammengebaute Induktivität, hier ein Transformator
die zusammengebaute Induktivität, hier ein Transformator
Ferrit-Topf- und -Schalenkerne, Zubehör
-
 Topfkerne
Topfkerne -
 EP-Kern
EP-Kern -
 RM-Kern
RM-Kern -
 Abgleich-Schraubkerne
Abgleich-Schraubkerne -
 Topfkern-Übertrager
Topfkern-Übertrager
Zwei Topfkern-Hälften zusammengefügt, umschließen eine innere Spule und bilden nicht nur einen geschlossenen Magnetkreis, sondern auch eine gute magnetische Abschirmung. Damit werden EMV-Probleme verringert. Werden Topfkerne für Spulen in Schwingkreisen verwendet, so ist die mittlere Bohrung oft mit einem Gewinde versehen, in dem Ferrit-Schraubkerne zum Abgleich hineingedreht werden können. Bei EP- und RM-Schalenkernen ist die Abschirmung etwas geringer, sie haben jedoch zugänglichere Wicklungen und daher eine bessere Wärmeableitung.
Ferrit-Planarkerne
-
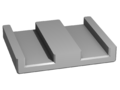 Planarkern
Planarkern -
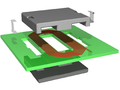 Kerne und Spule vor dem Zusammenbau
Kerne und Spule vor dem Zusammenbau -
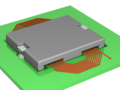 zusammengebaute Induktivität
zusammengebaute Induktivität
Planare Ferrit-E-Kerne oder Ferrit-Planarkerne sind wegen der besseren Wärmeableitung, der niedrigen Bauform und der Moglichkeit der Integration in Leiterplattendurchbrüche entwickelt worden (Planartransformatoren). Die Wicklungen können als Leiterbahnen auf Leiterplatten ausgebildet sein, bei Mehrlagen-Leiterplatten können auch mehrere Windungen übereinander liegen. Diese Bauform eignet sich für die industrielle Massenproduktion von Induktivitäten.
Weitere Bauformen
Ferrit-Stabkerne
-
.jpg) Ferrit-Stabkerne
Ferrit-Stabkerne -
 Ferritantenne für Lang- und Mittelwelle
Ferritantenne für Lang- und Mittelwelle
Ferrit-Stabkerne bündeln z-B. als Magnetkern einer Magnetantenne bzw. Ferritantenne die magnetische Komponente des elektromagnetischen Felds zum Empfang elektromagnetischer Wellen. Bewickelt mit einer oder mehreren Spulen bilden diese mit parallel geschalteten Drehkondensatoren oder einer Varicap-Dioden Schwingkreise, die beim Abstimmen in Resonanz mit der Senderfrequenz gebracht werden. Ferritantennen eignen sich für den Empfang von Längst-, Lang-; Mittelwellen oder Kurzwellen.
Stabkerne werden aufgrund des offenen Magnetkreises zur Herstellung von Sensorspulen für Leitungssucher oder induktive Näherungsschalter, Metallsuchgeräte und Hörgeräte-Empfänger (Induktionsschleife) verwendet.
Stabkerne werden weiterhin zur Herstellung von Stabkerndrosseln verwendet. Die meist einlagig bewickelten Stabkerndrosseln zeichnen sich durch eine breitbandige Filterwirkung (geringe Kapazität zwischen Anfang und Ende), hohe mögliche Gleichstrom-Vormagnetisierung, gute Wärmeabgabe und einfache Fertigung aus.
Ferrit-Lochkerne
-
 Ferritkerne als Mantelwellenfilter
Ferritkerne als Mantelwellenfilter -
 geteilter Ferrit-Rohrkern, sog. Klappferrit
geteilter Ferrit-Rohrkern, sog. Klappferrit -
 Stabkerndrossel mit aufgeteilten Wickeln, Ferritperle, Dämpfungsperlen
Stabkerndrossel mit aufgeteilten Wickeln, Ferritperle, Dämpfungsperlen -

Ferrit-Lochkern für Baluns
-

Ferrit-Lochkern als einstellbare Induktivität
Elektronische Geräte können hochfrequente elektromagnetische Störungen verursachen, die sich auf angeschlossenen Kabeln ausbreiten. Um diese Störungen auf ein gesetzlich zugelassenes Maß zu dämpfen, werden die Kabel manchmal durch einen Mantelwellenfilter, einen Ferrit-Lochkern geführt. Dieser Kern wirkt durch seine Induktivität wie eine Drossel und dämpft hochfrequente Gleichtaktstörungen.
Auch Ferrit-Lochkerne auf einzelnen Leitungen können zur Störunterdrückung dienen, solche aufgefädelten Dämpfungsperlen oder -hülsen können auch Gegentaktstörungen bedämpfen, müssen aber an die Übertragungsbandbreite angepasst sein.
Ferrit-Lochkerne in Baluns dienen als Impedanzwandler zur Wandlung zwischen einer symmetrischen und einer unsymmetrischen Leitung.
In Hochfrequenz-Spulen, zum Beispiel in Bandfiltern, werden Ferritkerne zum Abgleichen bzw. Einstellen der Induktivität benutzt. Sie sind hierzu mit Gewinden versehen, um sie mit einem Werkzeug im Inneren des Spulenkörpers bewegen zu können.
Siehe auch
Literatur
- Günter Springer: Fachkunde Elektrotechnik. 18. Auflage, Verlag Europa-Lehrmittel, Wuppertal, 1989, ISBN 3-8085-3018-9.
- Hans Fischer: Werkstoffe in der Elektrotechnik. 2. Auflage, Carl Hanser Verlag, München Wien, 1982 ISBN 3-446-13553-7.
- O.Zinke, H. Seither, Widerstände, Kondensatoren, Spulen und ihre Werkstoffe, Springer-Verlag 1982, ISBN 978-3-540-11334-8, DOI 10.1007/978-3-642-50981-0.
- Trilogie der induktiven Bauelemente: Applikationshandbuch für EMV Filter, Schaltregler und HF-Schaltungen. Swiridoff Verlag, ISBN 978-3-89929-151-3.
- Wolfgang Bieneck: Elektro T. Grundlagen der Elektrotechnik. 5. Auflage, Holland+Josenhans Verlag, Stuttgart 2005, ISBN 3-7782-4900-2.
- Richard Boll: Weichmagnetische Werkstoffe – Einführung in den Magnetismus. 4. Auflage. Hanau 1990, ISBN 3-8009-1546-4.


© biancahoegel.de
Datum der letzten Änderung: Jena, den: 16.01. 2025