Asphärische Linse
Eine asphärische Linse ist eine Linse mit mindestens einer von der Kugel- oder planen Form abweichenden brechenden Oberfläche. Durch die weitgehend frei formbare Fläche können Abbildungsfehler vermieden oder vermindert werden, die bei sphärischen Linsen unvermeidlich sind. Speziell kann man die sphärische Aberration völlig korrigieren. Die Fertigung einer asphärischen Fläche ist jedoch im Allgemeinen wesentlich aufwändiger als die einer sphärischen Fläche.
Form

Die Form rotationssymmetrischer asphärischer Flächen wird in der Regel als Kegelschnitt (Kreis, Ellipse, Parabel, Hyperbel) plus ein Korrekturpolynom für Deformationen höherer Ordnung angegeben. Nichtrotationssymmetrische asphärische Flächen können außeraxiale Ausschnitte solcher Kegelschnitte, aber auch in allen Richtungen frei definierte optische Flächen (Freiform-Asphären) sein.

Formel nach DIN ISO 10110 Optik und Photonik – Erstellung von Zeichnungen für optische Elemente und Systeme, Teil 12 Asphärische Oberflächen mit:
 = Pfeilhöhe
= Pfeilhöhe = Abstand senkrecht zur Achse (Einfallshöhe)
= Abstand senkrecht zur Achse (Einfallshöhe) = Scheitelkrümmung (Scheitelradius
= Scheitelkrümmung (Scheitelradius  )
) = konische
Konstante
= konische
Konstante = gerade Koeffizienten des Korrekturpolynoms
= gerade Koeffizienten des Korrekturpolynoms = ungerade Koeffizienten des Korrekturpolynoms (werden nur selten
verwendet)
= ungerade Koeffizienten des Korrekturpolynoms (werden nur selten
verwendet) = Grad des Korrekturpolynoms (meist ist
= Grad des Korrekturpolynoms (meist ist  )
)
Das paraxiale
Verhalten der asphärischen Fläche wird nur von der Scheitelkrümmung
bestimmt.
Sonderfälle asphärischer Linsen sind die Zylinderlinse (konstanter Krümmungsradius in einer Schnittebene, unendlicher Krümmungsradius in der dazu senkrechten Schnittebene) und die torische Linse (zwei verschiedene Krümmungsradien in zwei zueinander senkrechten Schnittebenen).
Berechnung an plankonvexer Linse
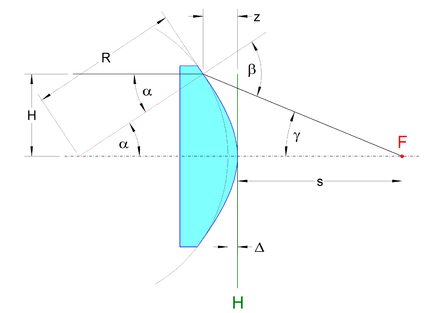
Anhand einer plankonvexen Linse
kann die Form der entsprechenden asphärischen Oberfläche verhältnismäßig leicht
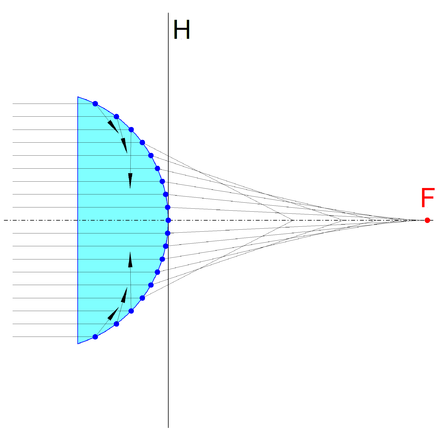
veranschaulicht werden. Betrachtet man eine optische Abbildung aus dem
Unendlichen mit parallelem, monochromatischem
Licht durch eine solche Linse mit dem Krümmungsradius
 bei der Einfallshöhe
bei der Einfallshöhe
 ,
ergibt sich die in nebenstehender Abbildung dargestellte Situation.
,
ergibt sich die in nebenstehender Abbildung dargestellte Situation.
Zur Berechnung der asphärischen Oberfläche können Lichtstrahlen betrachtet
werden, die mit derEinfallshöhe
parallel
zur optischen
Achse auf die gegenstandsseitige, plane Linsenfläche fallen. Diese werden
beim Eintritt in das optisch dichtere Medium des Linsenmaterials mit dem Brechungsindex  nicht gebrochen,
da sie senkrecht
auftreffen. Bildseitig bilden diese Strahlen zum Oberflächenlot der Linse in der
Linse den Winkel
nicht gebrochen,
da sie senkrecht
auftreffen. Bildseitig bilden diese Strahlen zum Oberflächenlot der Linse in der
Linse den Winkel  und außerhalb der Linse den Winkel
und außerhalb der Linse den Winkel  .
Diese Winkel verhalten sich wie durch das Snelliussche
Brechungsgesetz beschrieben. Dabei gelten die folgenden Beziehungen:
.
Diese Winkel verhalten sich wie durch das Snelliussche
Brechungsgesetz beschrieben. Dabei gelten die folgenden Beziehungen:


Die optische Achse schneiden diese Strahlen dann unter dem Winkel

Für achsennahe
Strahlen ( )
ergibt sich eine bildseitige Schnittweite
)
ergibt sich eine bildseitige Schnittweite
 respektive Brennweite
respektive Brennweite  von:
von:
 ,
,
wobei  der Radius im Scheitel der Linse auf der optischen Achse ist.
der Radius im Scheitel der Linse auf der optischen Achse ist.
Die Pfeilhöhe ,
gemessen von der Hauptebene
der Linse, kann dann in Abhängigkeit von der Einfallshöhe
mit Hilfe einiger Hilfsgrößen ausgehend von  und
und  in Schritten von
in Schritten von  iterativ
ermittelt werden:
iterativ
ermittelt werden:






Für die Schnittweite  vom Scheitelpunkt der Kugel mit dem Radius
vom Scheitelpunkt der Kugel mit dem Radius  auf der optischen Achse gilt:
auf der optischen Achse gilt:

Schließlich ergibt sich der Scheitelabstand  von der Hauptebene aus der Differenz dieser Schnittweite mit der Schnittweite
bei paraxialen
Strahlen :
von der Hauptebene aus der Differenz dieser Schnittweite mit der Schnittweite
bei paraxialen
Strahlen :

Beispiel
In der folgenden Tabelle sind einige auf diese Weise berechnete Beispielwerte
für  ,
und den einheitenlosen Längenmaßen
,
und den einheitenlosen Längenmaßen  und
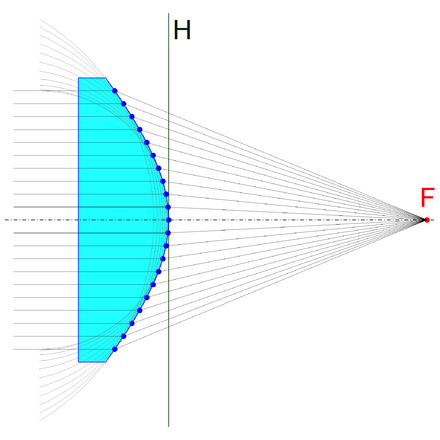
und  angegeben. Mit zunehmender Einfallshöhe werden die Krümmungsradien immer größer
und sowohl die Mittelpunkte als auch Scheitelpunkte der entsprechenden Kreise
entfernen sich objektseitig immer weiter von der Hauptebene.
angegeben. Mit zunehmender Einfallshöhe werden die Krümmungsradien immer größer
und sowohl die Mittelpunkte als auch Scheitelpunkte der entsprechenden Kreise
entfernen sich objektseitig immer weiter von der Hauptebene.
| Einfallshöhe |
Pfeilhöhe |
Radius |
Scheitel- abstand  |
Winkel in ° |
Winkel in ° |
Winkel in ° |
|---|---|---|---|---|---|---|
| 0 | 0,0 | 100,0 | 0,0 | 0,0 | 0,0 | 0,0 |
| 10 | 0,5 | 101,1 | 0,0 | 5,7 | 8,5 | 2,9 |
| 20 | 2,0 | 104,4 | 0,1 | 11,0 | 16,7 | 5,7 |
| 30 | 4,5 | 109,7 | 0,3 | 15,9 | 24,2 | 8,3 |
| 40 | 7,8 | 116,7 | 0,8 | 20,0 | 30,9 | 10,9 |
| 50 | 12,0 | 125,2 | 1,6 | 23,5 | 36,8 | 13,3 |
| 60 | 16,9 | 134,8 | 2,8 | 26,4 | 41,9 | 15,5 |
| 70 | 22,4 | 145,3 | 4,5 | 28,8 | 46,3 | 17,5 |
| 80 | 28,5 | 156,6 | 6,5 | 30,7 | 50,0 | 19,3 |
| 90 | 34,9 | 168,5 | 8,9 | 32,3 | 53,2 | 21,0 |
| 100 | 41,8 | 180,8 | 11,6 | 33,6 | 56,0 | 22,5 |
| 110 | 48,9 | 193,6 | 14,6 | 34,6 | 58,5 | 23,8 |
| 120 | 56,3 | 206,6 | 17,9 | 35,5 | 60,6 | 25,1 |
| 130 | 63,9 | 219,9 | 21,4 | 36,2 | 62,5 | 26,2 |
| 140 | 71,7 | 233,4 | 25,0 | 36,9 | 64,1 | 27,3 |
| 150 | 79,6 | 247,1 | 28,9 | 37,4 | 65,6 | 28,2 |
| 160 | 87,7 | 260,9 | 32,9 | 37,8 | 66,9 | 29,1 |
| 170 | 95,8 | 274,9 | 37,0 | 38,2 | 68,1 | 29,9 |
| 180 | 104,1 | 288,9 | 41,2 | 38,5 | 69,2 | 30,6 |
| 190 | 112,4 | 303,0 | 45,5 | 38,8 | 70,1 | 31,3 |
| 200 | 120,9 | 317,3 | 49,9 | 39,1 | 71,0 | 31,9 |
Bis zu einer Einfallshöhe von 140 entspricht die konvexe Oberfläche dieser Linse nach DIN ISO 10110-12 (siehe oben) ohne weitere asphärische Parameter in den höheren Gliedern relativ genau der Beziehung für einen Hyperboloiden mit der konischen Konstante k = -2:

Anwendungen
- Asphärische Kondensorlinsen werden zur Lichtbündelung in Projektoren und Scheinwerfern eingesetzt und ermöglichen hier eine höhere Lichtausbeute, da die Apertur vergrößert werden kann, ohne dass die sphärische Aberration stört.
- Asphärische Brillengläser: durch die Abweichung von der Kugelform lassen sich flachere, dünnere, leichtere und optisch bessere Brillengläser, insbesondere für Weitsichtige (Hyperope), herstellen. Außerdem sind mit multifokalen Gleitsichtgläsern Gleitsichtbrillen möglich, bei denen die Linsen nicht rotationssymmetrisch sind und die die schlechtere Akkommodation im Alter ausgleichen.
- Hochwertige Okulare, insbesondere Weitwinkelokulare von Fernrohren und Ferngläsern mit Bildwinkeln bis zu 70°, bestehen aus bis zu 8 teils miteinander verkitteten Linsen, und werden manchmal mit einer asphärischen Fläche versehen.
- Zoom-(Vario-)Optiken mit variabler Brennweite, z.B. Fotoobjektive. Diese sind umso schwerer zu berechnen und herzustellen, je größer ihr Brennweitenbereich ist, denn die Korrektur der Abbildungsfehler muss als Kompromiss für alle einstellbaren Brennweiten erfolgen. Solche Systeme haben deshalb oft viele Linsen, teils mehr als 15, und sie können zum Teil nur durch Asphären mit akzeptablen Abbildungsfehlern verwirklicht werden. Es kann auch für einfachere Objektive ökonomisch sinnvoll sein, Asphären einzusetzen, da sich diese durch Abformen (siehe weiter unten) relativ preisgünstig herstellen lassen, und man damit entsprechend weniger Linsen braucht, um die Fehler ausreichend zu korrigieren.
- Fotoobjektive mit hoher Lichtstärke oder Weitwinkelobjektive mit besonders großem Bildwinkel. Wenn man die Apertur oder den Bildwinkel der Objektive sehr groß macht, wachsen die Abbildungsfehler stark an und erfordern einen hohen Korrektionsaufwand. Asphärische Flächen sind dabei hilfreich, um die Fehler gut zu korrigieren und zugleich die Linsenzahl sowie Größe und Gewicht des Objektivs nicht übermäßig anwachsen zu lassen.
- die asphärische Korrekturplatte des Schmidt-Teleskops. Sie beseitigt die sphärische Aberration des Hauptspiegels fast vollständig, welche sonst das Auflösungsvermögen bzw. das Bildfeld mindert.
- Fokussierlinsen für Diodenlaserstrahlung können asphärisch sein, um die großen Aperturen zu bewältigen. Eine Alternative sind Gradientenlinsen.
- Bei Außenspiegeln von Autos, vor allem an Fahrerseite angewendet.
Herstellung
Die Herstellung von asphärischen Oberflächen kann durch eine Reihe von Verfahren erfolgen:
Schleifen
Schleifen ist das älteste, aber auch aufwändigste Verfahren, um asphärische Glaslinsen herzustellen. Schon mehrere Jahrzehnte gibt es Fotoobjektive mit solchen Linsen, aber bis zur Serienreife von Abformverfahren waren sie auf besonders hochwertige und teure Objektive beschränkt. Seit dem Jahr 2000 hat sich die Maschinentechnik auf Basis von CNC-Steuerungen soweit weiterentwickelt, dass heute (Stand 2013) der Einsatz von CNC-Maschinen zur Fertigung von Asphären gängige Praxis ist. Die CNC-Bearbeitung ermöglicht auch die Bearbeitung von Quarzen oder von Optiken mit großen Durchmessern, die mittels Abformung gar nicht oder nicht in der benötigten Güte hergestellt werden können.
Abformung
Dieses für Serienfertigung kostengünstige Verfahren wird häufig für Kamera-, Kondensorlinsen sowie für Laser-Pick-Up-Optiken bspw. in DVD-Playern eingesetzt.
- Asphärische Linsen aus Kunststoff können durch Abformen sehr preisgünstig hergestellt werden. Für Fotoobjektive ist jedoch ihre Formgenauigkeit und Konstanz ihrer Eigenschaften nicht gut genug.
- Man kann auf eine sphärische Glaslinse eine Kunststoffschicht mit asphärischer Oberfläche aufpressen. Die Qualität eines solchen Elements ist für Fotoobjektive mittlerer Güte ausreichend.
- Für hochwertige Fotoobjektive wird eine Glaslinse direkt mit einer abgeformten asphärischen Oberfläche hergestellt (Blankpressen). Man braucht dafür aber geeignete Gläser mit nicht zu hoher Transformationstemperatur, denn das Material der Pressstempel ist nur begrenzt temperaturbeständig. Man kann somit nicht jedes optische Glas verwenden.
Magnetorheologisches Polieren
Als magnetorheologisches Polieren (englisch Magneto Rheological Finishing, MRF) bezeichnet man ein Polierverfahren von optischen Komponenten wie Linsen. Das Verfahren kann auch zur lokalen Korrektur eingesetzt werden.
Ion-Beam Figuring
Ion-Beam Figuring (auch Ion-Milling genannt) ist ein Oberflächenbearbeitungsverfahren, bei dem das Material mittels eines Ionenstrahls abgetragen wird, sozusagen ein Sandstrahler auf atomarer Ebene.
Mechanische Spannung
Die Optik kann während des Schleifens durch Krafteinwirkung verformt werden; sie wird dann sphärisch geschliffen. Die sphärische Fläche entformt sich nach Lösen der Verspannung und ergibt so die Asphäre. Ein Beispiel hierfür ist die Schmidt-Platte, diese wird durch einen Unterdruck verformt und dann auf einer Seite plan geschliffen.
Alternativ kann eine sphärische Fläche durch Krafteinwirkung zu einer Asphäre verformt werden.
Vermessung
Eine entscheidende Rolle bei der Herstellung asphärischer Linsen nimmt die Messtechnik ein. Je nach Fertigungsverfahren und Bearbeitungsstand werden verschiedene Messaufgaben unterschieden:
- Form der Asphäre
- Oberflächenformabweichung
- Anstiegsfehler
- Mittendicke
- Rauheit
Man unterscheidet taktile, also berührende, und berührungslose Messverfahren. Die Entscheidung, welches Verfahren zum Einsatz kommt, hängt neben der Genauigkeit vom Bearbeitungszustand ab.
Taktile Vermessung
Taktile Messungen werden zwischen zwei Arbeitsgängen des Schleifens durchgeführt, um die Form der Asphäre zu kontrollieren und den nachfolgenden Arbeitsschritt anzupassen. Dabei wird mit einem s.g. Taster ein Schnitt über die Oberfläche gemessen. Durch die Rotationssymmetrie der Linse liefert die Kombination mehrerer dieser Profile Kenntnis über deren Form. Nachteil taktiler Verfahren ist die mögliche Beschädigung der Linsenoberfläche durch den Taster.
Optische/berührungslose Vermessung
Interferometer kommen zum Einsatz, wenn empfindliche oder fertig polierte Flächen vermessen werden. Durch Überlagerung eines Referenzstrahls mit dem von der zu messenden Fläche reflektierten Strahl entstehen Fehlerkarten, so genannte Interferogramme, welche eine vollflächige der Oberflächenformabweichung darstellen.
Computergeneriertes Hologramm (CGH)
Eine Methode zur interferometrischen Bestimmung der Abweichung der Linse zur Sollgeometrie stellen computergenerierte Hologramme (CGHs) dar. Diese erzeugen eine asphärische Wellenfront in der Soll-Form und ermöglicht dadurch die Bestimmung von Abweichungen der Linse zur Soll-Form in einem Interferenzbild. CGHs müssen speziell für jeden Prüfling gefertigt werden und sind dadurch nur für die Serienfertigung wirtschaftlich.
Interferometrische Vermessung
Eine weitere Möglichkeit ist die interferometrische Vermessung von Asphären in Teilbereichen, mit minimalen Abweichungen zur Best-Fit-Sphäre, und anschließender Kombination der Teilmessungen zu einem vollflächigen Interferogramm. Diese sind sehr flexibel im Vergleich zu CGHs und eignen sich auch für die Fertigung von Prototypen und Kleinserien.


© biancahoegel.de
Datum der letzten Änderung: Jena, den: 18.07. 2024