Schleifen (Fertigungsverfahren)

Schleifen ist ein seit dem Altertum bekanntes spanendes Fertigungsverfahren
zur Fein- und Fertigbearbeitung von Werkstücken. Es lässt sich manuell oder auf
Schleifmaschinen
anwenden. Wie bei allen spanenden Verfahren wird dabei überschüssiges Material
in Form von Spänen
abgetrennt. Als Schneiden fungieren dabei die Kanten der mikroskopisch kleinen,
harten, mineralischen Kristalle im Schleifwerkzeug. Schleifwerkzeuge bestanden
im Altertum aus geeigneten Steinsorten wie etwa Mühlsandstein.
Heute werden Schleifwerkzeuge in der Regel industriell hergestellt, indem
mineralisches Schüttgut
wie zum Beispiel Korund mit einem Bindemittel zu Schleifscheiben, -steinen oder -bändern gefügt wird.
Schleifen zählt gemeinsam mit dem Honen
zum Spanen mit gebundenem Korn, während beim Läppen
und Gleitspanen
das Korn lose vorliegt. Da die Anzahl der im Eingriff befindlichen Körner ebenso
wenig bekannt ist wie ihre Geometrie oder Lage zum Werkstück, zählt das
Schleifen, wie auch das Honen und Läppen zum Spanen
mit geometrisch unbestimmter Schneide. Es ist jedoch bekannt, dass die
meisten Körner einen negativen Spanwinkel
aufweisen.
Die beim Schleifen als Neben- bzw. Abfallprodukt entstehenden Späne werden als
Schleifstaub bezeichnet.
Das Schleifen eignet sich auch für harte Werkstoffe wie gehärteten Stahl oder Keramik, die bis zum Ende des 20. Jahrhunderts durch Spanen mit geometrisch bestimmter Schneide wie das Drehen, Fräsen oder Bohren nicht zu bearbeiten waren. Daher wurde und wird üblicherweise die gewünschte Form der Werkstücke zunächst im weichen Zustand durch diese Verfahren grob herausgearbeitet, um nach dem Härten durch Schleifen die Endform und Oberflächenqualität zu erreichen. Seit dem Hartzerspanen einerseits und immer leistungsfähigeren Schleifprozessen andererseits verschwimmt diese Grenze zusehends.
Geschichte
Das Schleifen und Schleifmaschinen sind seit dem Altertum bekannt. In der griechischen Antike sind auch Schleifsteine die mit Öl oder Wasser gekühlt wurden bekannt. In der Gegend um Solingen lagen im Mittelalter an Nebenläufen der Wupper zahlreiche Hammerwerke, die durch Wassermühlen getrieben wurden, um Klingen zu schmieden. Die Schleifmühlen für die Fertigbearbeitung lagen direkt an der Wupper, da sie mehr Energie benötigten, die an den Nebenläufen nicht vorhanden war. Daher wurden die geschmiedeten Klingen dorthin weitertransportiert.
Erreichbare Genauigkeiten
Das Schleifen ist genauer als spanende Verfahren mit geometrisch bestimmter Schneide. Erzielbare Maß- und Formgenauigkeiten beim Schleifen liegen bei Toleranzklasse von IT6 bis IT8 für das Flachschleifen, IT4 bis IT5 für das Profilschleifen und IT4 bis IT6 für das spitzenlos Schleifen. Die erreichbaren Oberflächenqualitäten liegen bei Oberflächenrautiefen von Rz 1 bis 6,3 µm für das Flachschleifen, 2,25 bis 4 µm für das Profilschleifen und Spitzenlosschleifen.
Kategorisierung und Definition nach DIN 8589
In der DIN 8580 werden die Fertigungsverfahren in Hauptgruppen eingeteilt. Die Hauptgruppe des Trennens wird in der DIN 8589 näher definiert. Sie wird eingeteilt in Zerteilen, Spanen mit geometrisch bestimmter Schneide, Spanen mit geometrisch unbestimmter Schneide, Abtragen, Zerlegen, Reinigen und Evakuieren. Dem Spanen mit geometrisch unbestimmten Schneiden sind, neben dem Honen und Läppen, drei Schleifverfahren zugeordnet:
- Schleifen mit rotierendem Werkzeug ist Spanen mit vielschneidigen Werkzeugen, deren geometrisch unbestimmte Schneiden von einer Vielzahl gebundener Körner aus natürlichem oder synthetischem Schleifmittel gebildet werden und mit hoher Geschwindigkeit, meist unter nicht ständiger Berührung zwischen Werkstücke und Schleifkorn den Werkstoff abtrennen.
- Bandschleifen ist Spanen mit einem vielschneidigen Werkzeug aus Schleifkörnern auf Unterlage (Schleifband), welches über mindestens zwei rotierenden Rollen umläuft und in der Kontaktfläche durch eine dieser Rollen, ein anderes zusätzliches Stützelement oder auch ohne ein Stützelement an das zu schleifende Werkstück angegepresst wird und dessen geometrisch unbestimmte Schneiden mit hoher Geschwindigkeit unter nicht ständiger Berührung zwischen Werkstück und Schleifkorn, den Werkstoff abtrennen.
- Hubschleifen ist Spanen mit einem nicht rotierenden Werkzeug, dessen geometrisch unbestimmte Schneide unter einer Vielzahl gebundener Schleifkörner gebildet werden und die durch eine hin- und hergehende im Wesentlichen geradlinige Schnittbewegung (Hub) den Werkstoff vom Werkstück abtrennen.
Alle schleifenden Verfahren zählen demnach zum Spanen mit gebundenem Korn. Das Wirkprinzip wird als „bahngebunden“ bezeichnet, da sich die einzelnen Körner auf einer durch das Werkzeug vorgegebenen Bahn bewegen. Im Gegensatz dazu zählt das Honen zu den "kraftgebundenen" Verfahren, da die Bahn der Werkzeuge durch die Anpresskraft auf das Werkstück erzeugt wird.
Schleifverfahren
| Merkmale | Schleifverfahren |
|---|---|
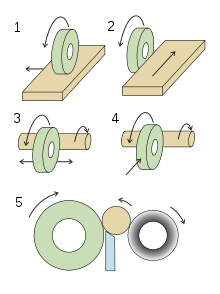
| Vorschubrichtung | Längsschleifen, Querschleifen |
| Wirkfläche des Schleifkörpers | Umfangsschleifen, Stirnschleifen |
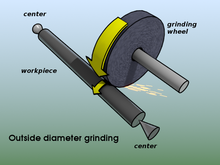
| Zu erzeugende Fläche | Lage: Außenschleifen, Innenschleifen Art: Profilschleifen, Formschleifen Planschleifen, Rundschleifen, Wälzschleifen |
| Schnittgeschwindigkeit | Herkömmliches Schleifen, Hochgeschwindigkeitsschleifen |
| Zustellung | Pendelschleifen, Tiefschleifen |
| Rauheit | Schrupp- (Grob-), Schlicht-, Feinschleifen |
| Einspannung des Werkstücks | Schraubstock, zwischen Spitzen, spitzenlos |
Prozess
Beim Schleifen wird bedingt durch die große Reibung sehr viel Wärme freigesetzt. Sie kann grundsätzlich zu Wärmeausdehnungen am Werkstück oder zu Temperaturschäden führen. Daher wird beim Schleifen fast immer Kühlschmiermittel eingesetzt. Die Schnittgeschwindigkeit beim Schleifen liegt bei etwa 25 bis 45 m/s in Ausnahmefällen auch bis 120 m/s. Sie liegt im Schnitt etwa 20-mal höher als beim Drehen, daraus resultieren auch sehr niedrige Schnittkräfte.
Einsatzgebiete
Es lassen sich drei große Einsatzgebiete unterscheiden: Das Werkzeugschleifen zum Schärfen von spanenden Werkzeugen oder Klingen wie Messer und Scheren, die Feinbearbeitung von Werkstücken, um die gewünschte Form und Oberfläche herauszuarbeiten und die Grobbearbeitung durch Putzen, Säubern und Trennschleifen. Die letzte Gruppe hat gemessen am wertmäßigen Verbrauch der Schleifscheiben den größten Anteil.
Zur Feinbearbeitung von Maschinenteilen wird es beispielsweise eingesetzt für Kugellagerlaufflächen, Lagerringe, Lagersitze, Fräser, Gewinde, Turbinenschaufeln, Zylinderköpfe, Nockenwellen, Ventilstößel, Dichtungsflächen an Gehäusen und Getriebewellen.
Dekorations-Schliffe
Im Bereich der Dekorations-Schleiftechnik gibt es unterschiedliche Methoden und durch sie entstehende Schliffbilder der Oberfläche.
- Der Längsschliff oder Querschliff ist ein gängiger Schliff, der auf einer Metalloberfläche gerade Linien zieht.
- Der Kreuzschliff ist ein Designschliff, bei dem schräg verlaufende Linien übereinander auf das Material geschliffen werden.
- Beim Haarlinienschliff zieht sich ein durchgängiger Strich über das gesamte Bauteil.
- Rotationsschliffe bewirken kreisförmig angerissene Linien, etwa die Schleiftechnik Perlieren ergibt das Schliffbild Perlschliff.
- Die Schleiftechnik Metalldekorieren erzeugt Dekor-Schliffe, etwa in Form von Logos.
Literatur
- K. Lindenau: Wirtschaftliche Fertigung mit Schleifen. Hanser, 2006, ISBN 3-446-40648-4.
- Fritz Klocke, Wilfried König: Fertigungsverfahren 2 – Schleifen, Honen, Läppen, 4. Auflage. Springer, 2005.


© biancahoegel.de
Datum der letzten Änderung: Jena, den: 04.09. 2024